
Virginia's Water Pump-Damaged Block Repair Complete - Procedure w/pics
 11-29-2009, 02:46 PM
11-29-2009, 02:46 PM
#1
Rennlist Member
Thread Starter
Join Date: Sep 2007
Location: Ridgecrest, California
Posts: 1,363
Likes: 0
Received 143 Likes
on
28 Posts
A couple of weeks ago, I completed this repair using Greg (Brown) and Steve's newly developed block repair tool. I picked up the tool from Greg at Sharktoberfest and started the repair the following weekend. It took me approx. 2 weekends to disassemble, effect the repair, and reassemble. Someone more experienced than I could certainly do it in a long weekend, I believe. Here's the link to the thread I started when the failure was first noticed - it includes pictures of the damaged block and the defective rebuilt water pump: https://rennlist.com/forums/928-foru...ater-pump.html
I found the instructions that Greg provided to be EXCELLENT! Since I'm not a pro wrench, I read through the instructions 2-3 times completely before starting while comparing the descriptions and pictures to the parts/tools supplied in the kit. Then, while making the repair, I double checked everything before cutting/drilling to minimize mistakes. Although the repair seemed tedious, it is definitely doable WITH patience.
The quality of the kit was GREAT. Everything was clean and extra bits are supplied in case they are dulled during use. All in all, it was a great experience and I'm happy to report the temperatures are lower than before the repair (although I have to qualify that statement since I no longer have 100 degree ambient temps to compare to the baseline reading I had previously - guess I'll have to wait until spring/summer for the true check).
I thought I'd share the process I used for those interested in this repair. It should be very close to the instructions supplied with the kit. Greg's instructions were excellent and I really can't add anything to his instructions (except a few pics, of course!). This sequence of pics assumes you already have the front of the engine disassembled with the water pump removed.
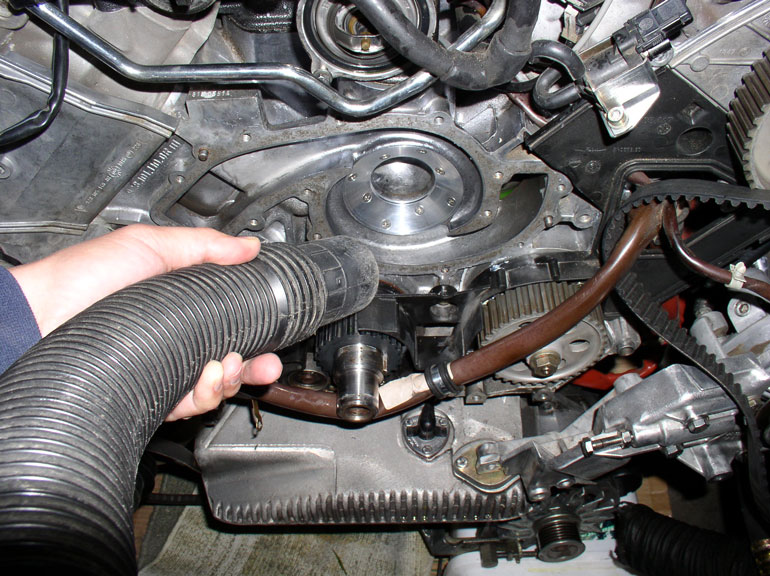
Normally, you would not remove the upper radiator hose elbow pipe for a TB/WP removal but I found it easier to have it out of the way for this repair.

You will also need to remove the radiator if you use the supplied drill (which I did).

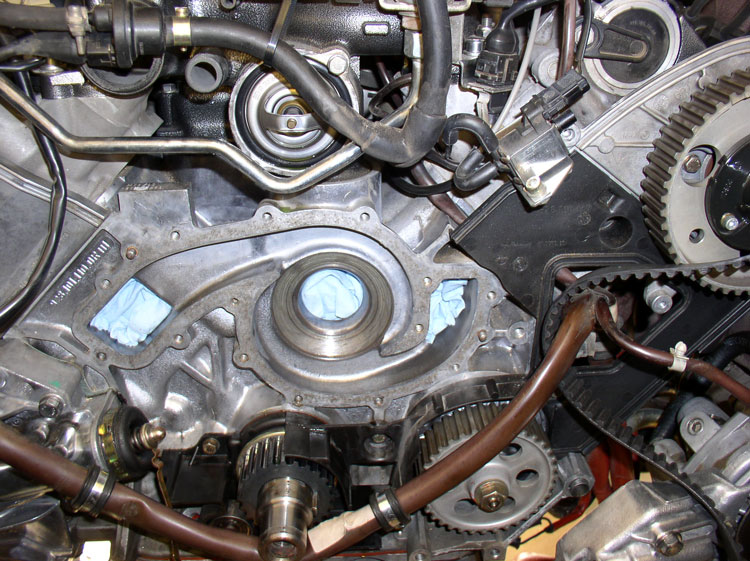
Next, I stuffed the main coolant opening with shop towels in an attempt to keep the filings and oil out of areas I didn't want.

Also stuffed the coolant ports on the left...

...and right.

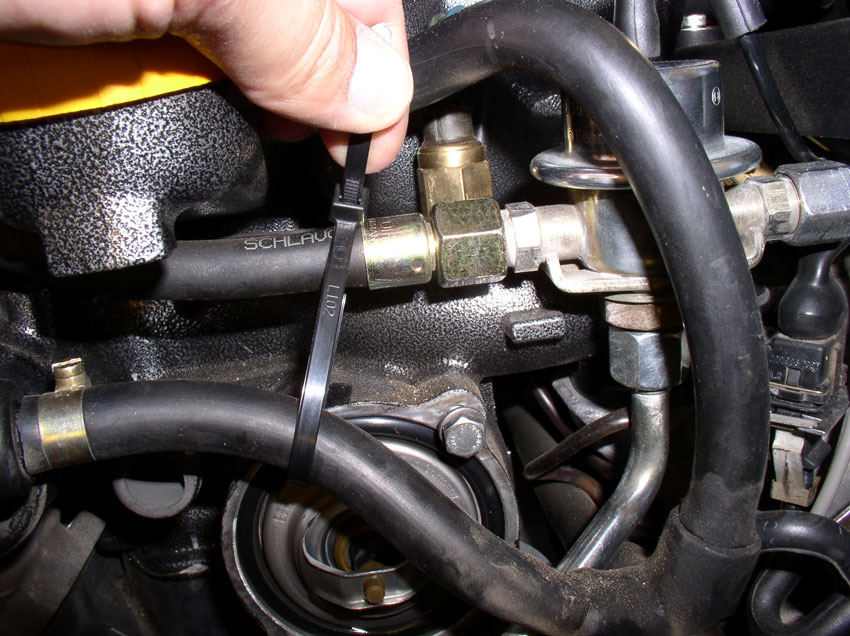
Next, I zip-tied the fuel vapor inlet hose up out of the way.
...and routed the engine harness under the crank shaft to keep it out of the way.

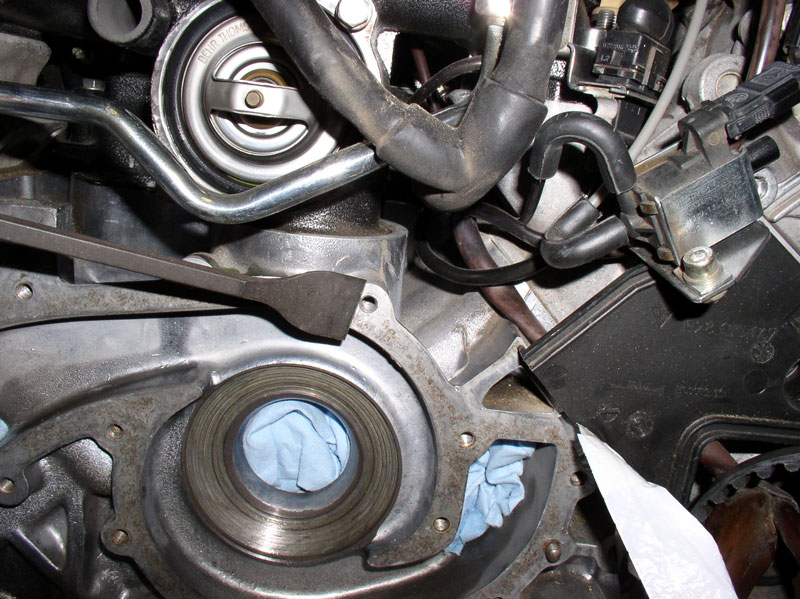
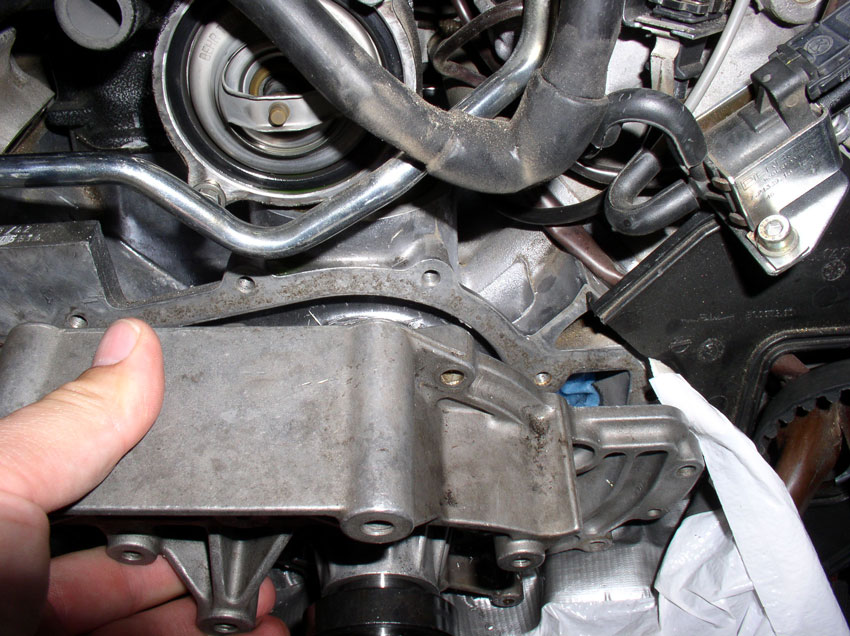
With these out of the way, you should have clear unobstructed access to the water pump and block.
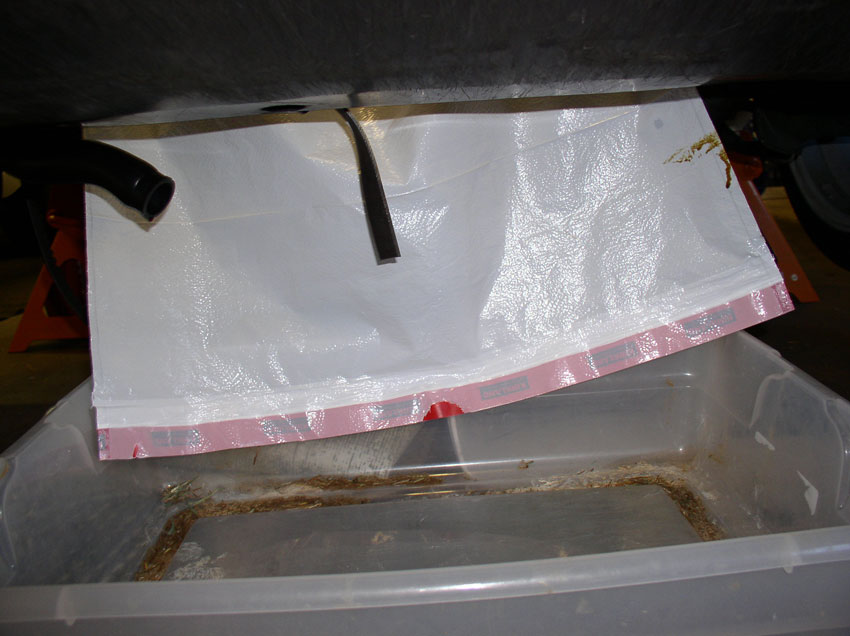
Next, I attached some duct tape to a plastic bag (garbage bag) and secured the tape under the water pump mating surface on the block in order to catch and deflect as much of the cutting oil as possible and keep it from getting on the lower section of the block. I also stuffed a small rag in the opening directly under the water pump mating surface and above the crank shaft since there was no surface to attach the tape to.

Let the plastic drape down into a sweater type plastic storage container - remember to buy your wife a replacement container! This arrangement actually worked out well and made clean up very easy.
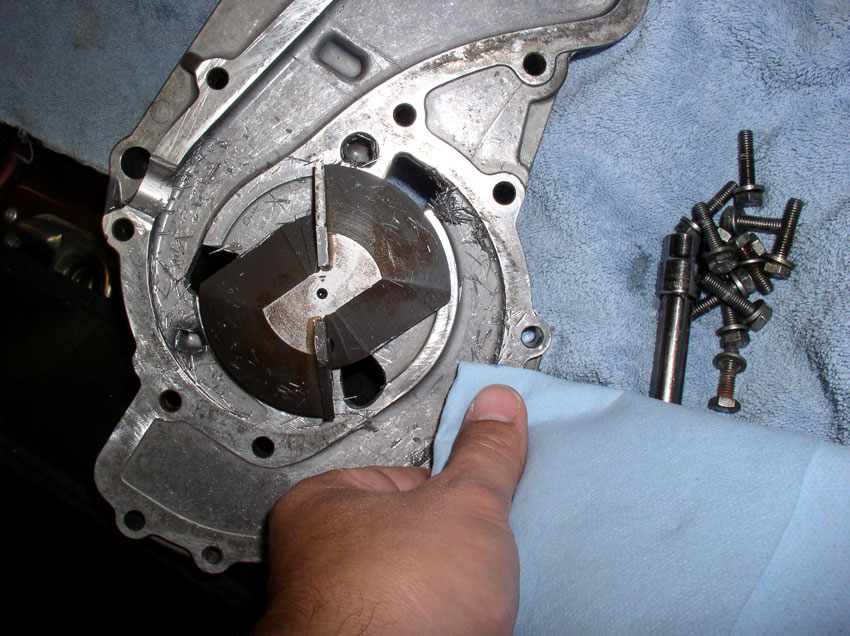
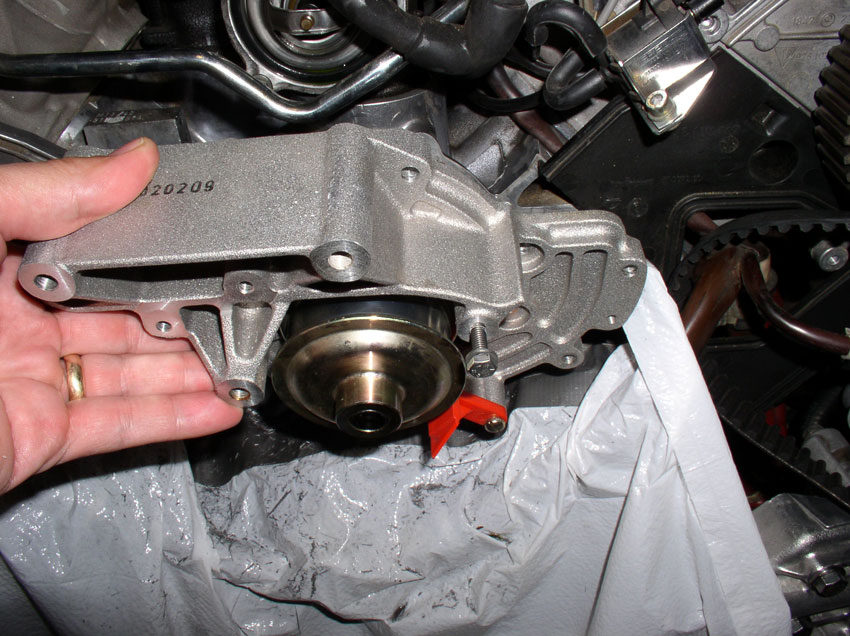
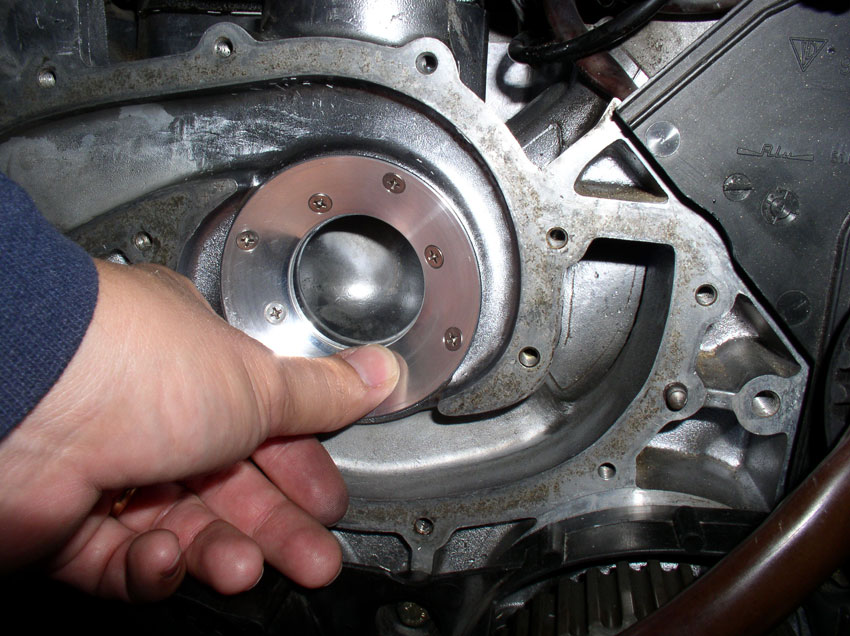
Next, I made sure the mating surface on the block was clean as possible and removed any residual WP gasket material.
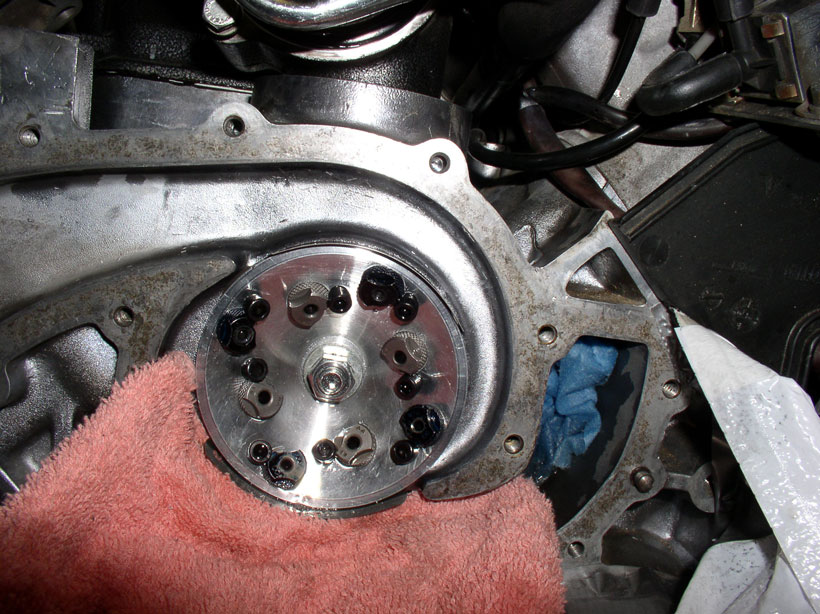
Then position the cutting tool into place.
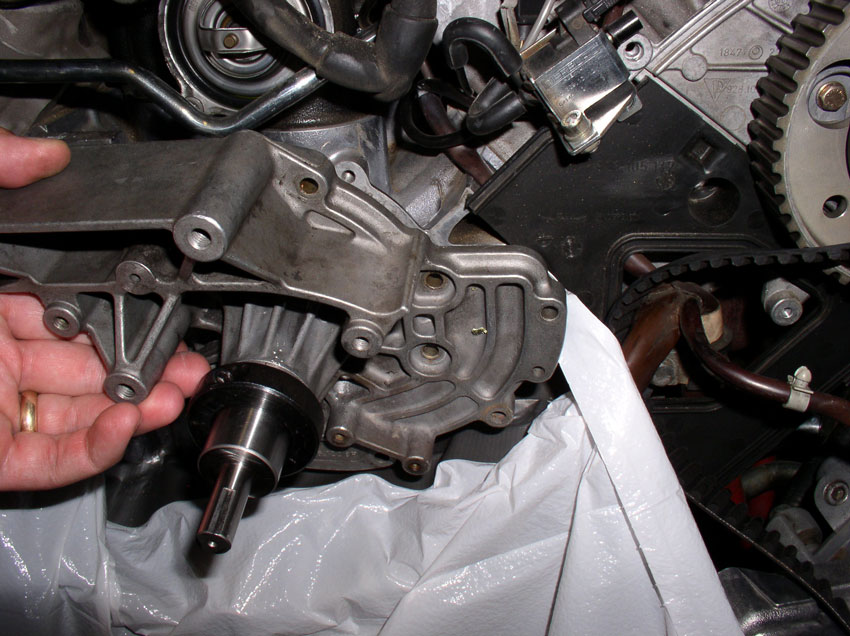
Since it's made from a WP casting, it has the locating holes for easy placement.

Then I began installing the WP bolts to secure the cutting tool

According to the instructions, you will only need 5 or 6 bolts to hold the tool in place. I tightened the bolts to factory spec for WP bolts - 7 ftlbs.

Continued.....
I found the instructions that Greg provided to be EXCELLENT! Since I'm not a pro wrench, I read through the instructions 2-3 times completely before starting while comparing the descriptions and pictures to the parts/tools supplied in the kit. Then, while making the repair, I double checked everything before cutting/drilling to minimize mistakes. Although the repair seemed tedious, it is definitely doable WITH patience.
The quality of the kit was GREAT. Everything was clean and extra bits are supplied in case they are dulled during use. All in all, it was a great experience and I'm happy to report the temperatures are lower than before the repair (although I have to qualify that statement since I no longer have 100 degree ambient temps to compare to the baseline reading I had previously - guess I'll have to wait until spring/summer for the true check).
I thought I'd share the process I used for those interested in this repair. It should be very close to the instructions supplied with the kit. Greg's instructions were excellent and I really can't add anything to his instructions (except a few pics, of course!). This sequence of pics assumes you already have the front of the engine disassembled with the water pump removed.
Normally, you would not remove the upper radiator hose elbow pipe for a TB/WP removal but I found it easier to have it out of the way for this repair.
You will also need to remove the radiator if you use the supplied drill (which I did).
Next, I stuffed the main coolant opening with shop towels in an attempt to keep the filings and oil out of areas I didn't want.
Also stuffed the coolant ports on the left...
...and right.
Next, I zip-tied the fuel vapor inlet hose up out of the way.
...and routed the engine harness under the crank shaft to keep it out of the way.
With these out of the way, you should have clear unobstructed access to the water pump and block.
Next, I attached some duct tape to a plastic bag (garbage bag) and secured the tape under the water pump mating surface on the block in order to catch and deflect as much of the cutting oil as possible and keep it from getting on the lower section of the block. I also stuffed a small rag in the opening directly under the water pump mating surface and above the crank shaft since there was no surface to attach the tape to.
Let the plastic drape down into a sweater type plastic storage container - remember to buy your wife a replacement container! This arrangement actually worked out well and made clean up very easy.
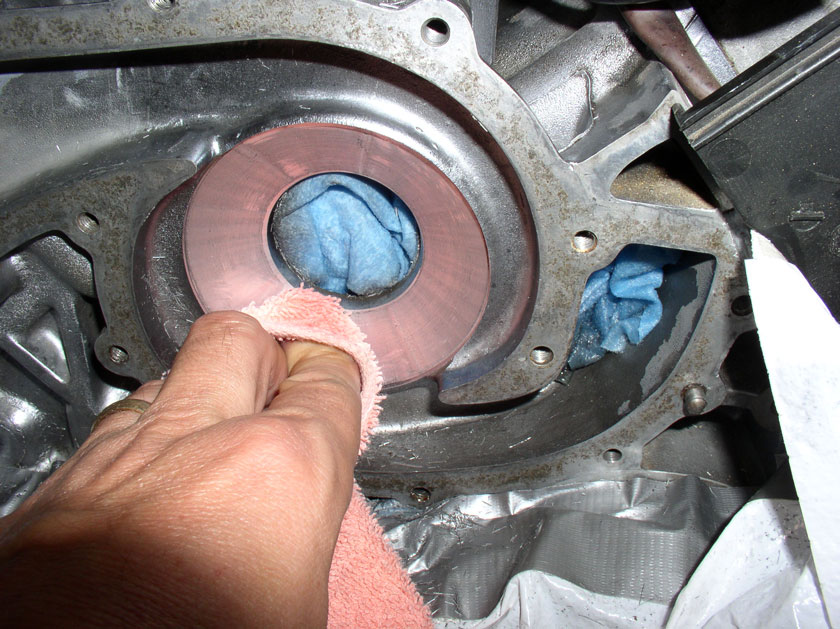
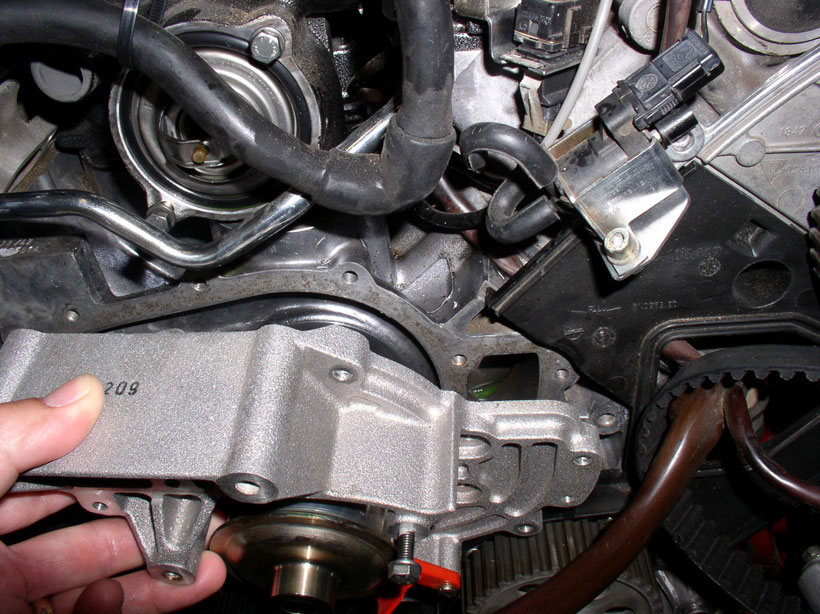
Next, I made sure the mating surface on the block was clean as possible and removed any residual WP gasket material.
Then position the cutting tool into place.
Since it's made from a WP casting, it has the locating holes for easy placement.
Then I began installing the WP bolts to secure the cutting tool
According to the instructions, you will only need 5 or 6 bolts to hold the tool in place. I tightened the bolts to factory spec for WP bolts - 7 ftlbs.
Continued.....
Last edited by Dwayne; 11-29-2009 at 08:47 PM.
 11-29-2009, 03:19 PM
11-29-2009, 03:19 PM
#2
Rennlist Member
Thread Starter
Join Date: Sep 2007
Location: Ridgecrest, California
Posts: 1,363
Likes: 0
Received 143 Likes
on
28 Posts
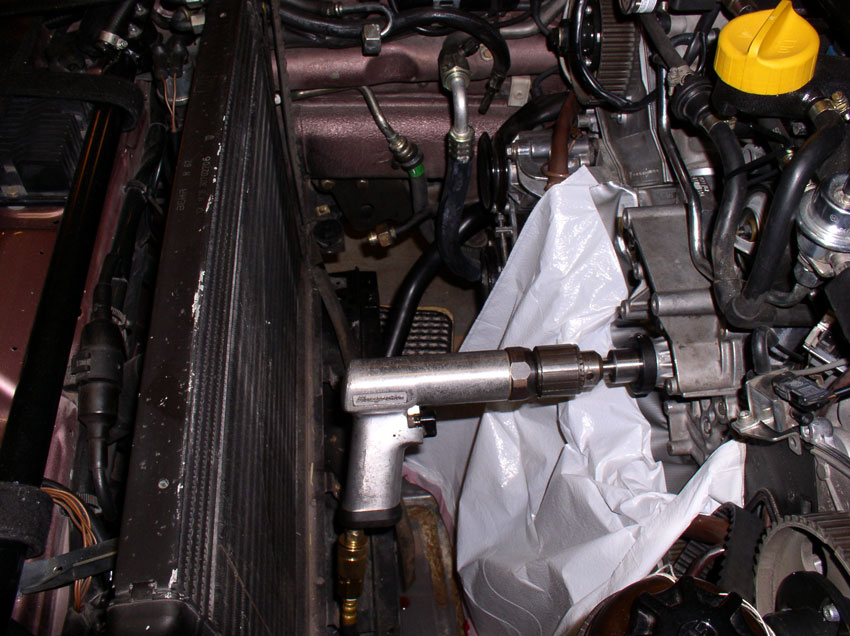
I did a test fit with the air drill just to see what type of clearance I would be working with. Plenty of room to work with the radiator removed.
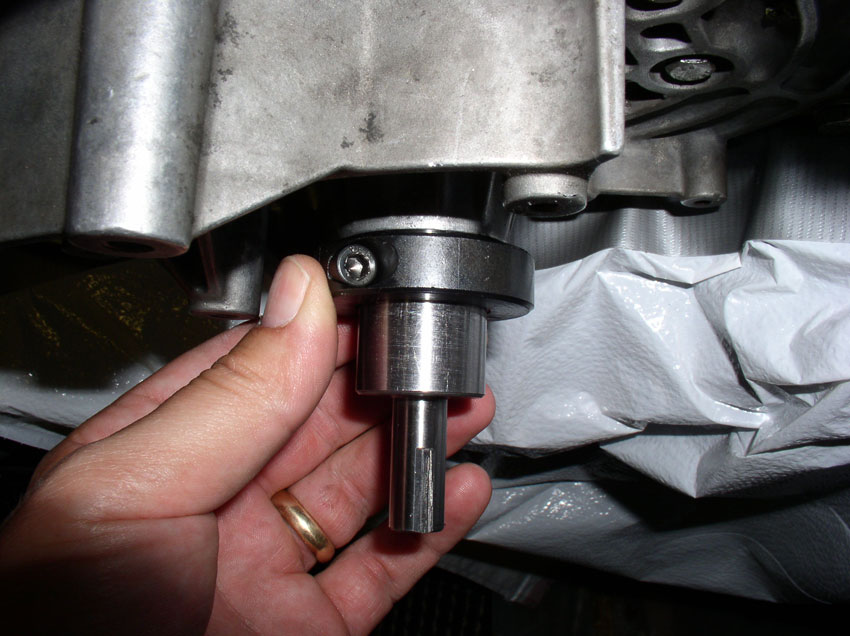
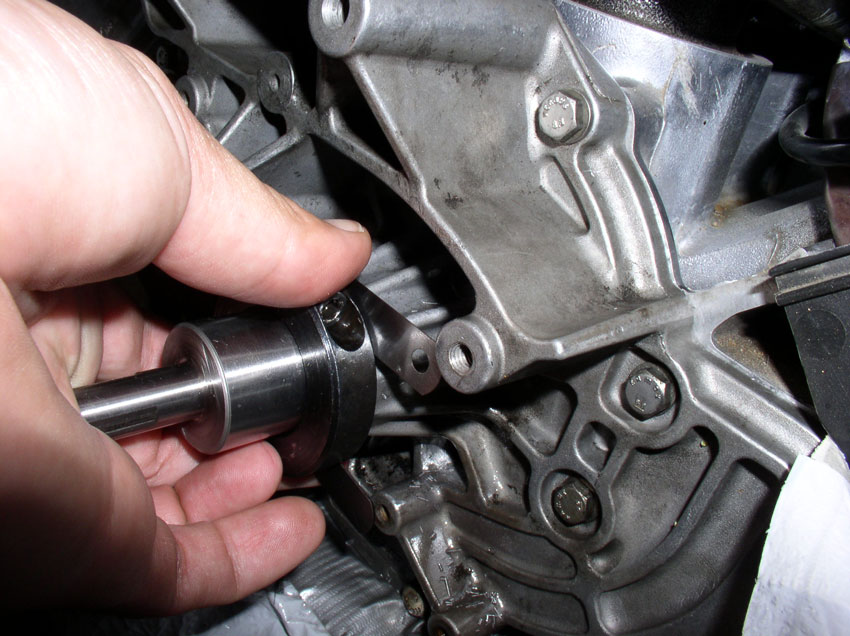
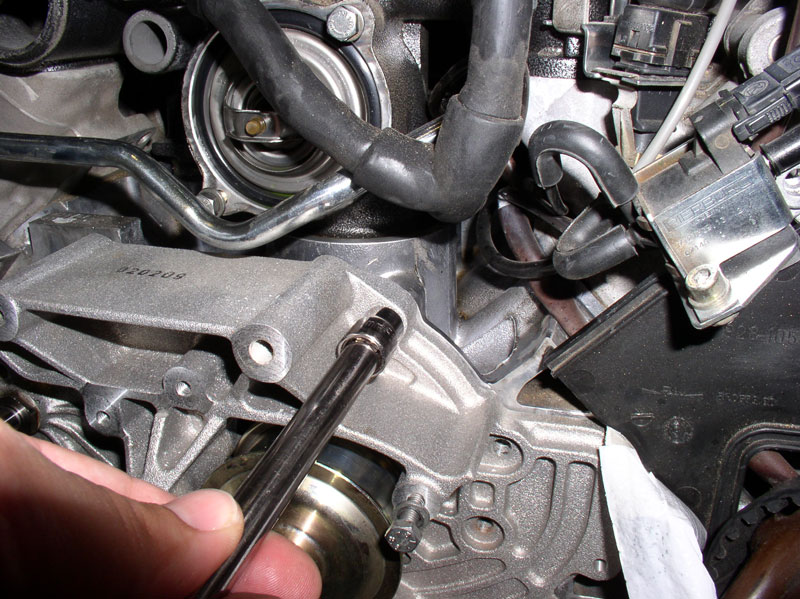
Next, the depth of cut needs to be set. Loosen the collar on the cutter shaft. It uses an allen bolt.

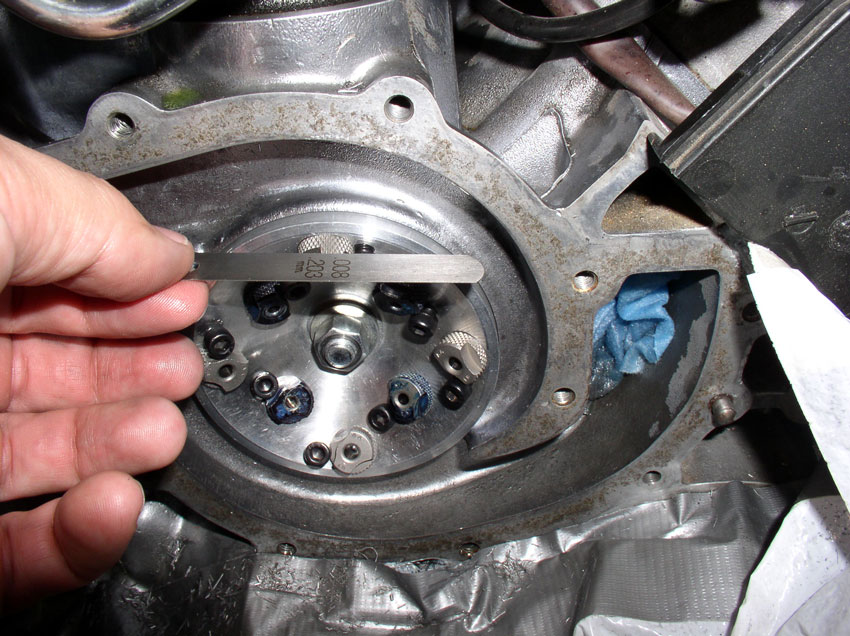
In summary, the process goes something like this. Make an initial cut (0.074"). Then check the cut surface to see if you got all the damaged area cleared. If not, reattach the tool and set depth for an additional 0.010". Remove the tool and check to see if all damaged area has been cleared. If not, repeat taking 0.010" depth of cut each time until the damage is cleared. Inserts are supplied for each of these depths (e.g., 0.084", 0.094", 0.104", etc.). The first cut is made to a depth of 0.074". In order to get the depth set right, use feeler gauges in combination to equal 0.074". Make up two stacks at this thickness.

Then fit the feeler gauge stacks between the collar and WP casting as shown in the picture below. Hold the collar against the feeler gauges to hold them in place while tightening the allen bolt. To get an accurate depth of cut, press and hold the end of the cutter shaft against the block while holding the collar against the feeler gauges.
With everything held in place, tighten the locking collar in place. Greg suggests a tightening torque but I don't remember what it is since I did not keep a copy of the instructions - follow the torque recommendation in the instructions.

You will notice there should be a 0.074" gap now between the locking collar and WP housing. This represents the amount of travel the cutter will be allowed to cut.
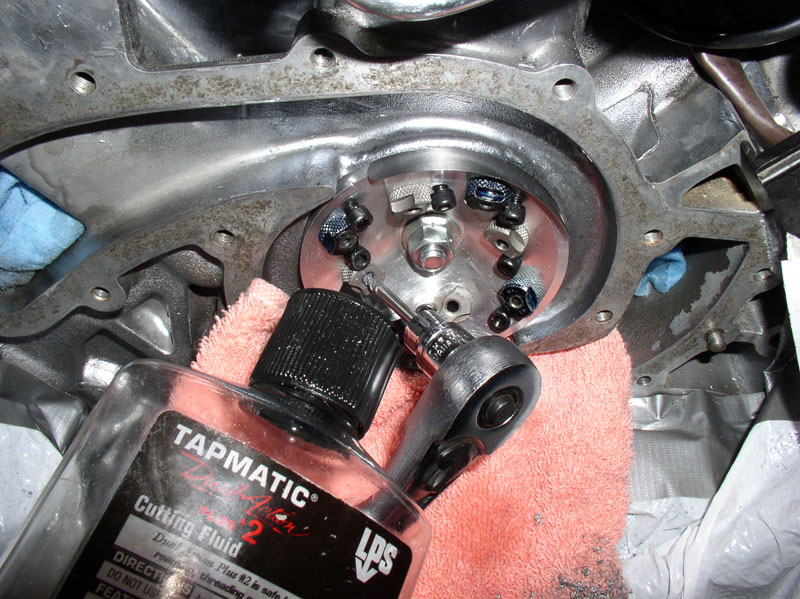
Greg also suggests you can use transmission fluid in place of cutting fluid. However, I got my hands on some cutting fluid for aluminum on clearance very cheap so I picked some up and here's what I used.

The air fitting on the air drill also used a 3/8" fitting and I only had 1/4" so I also picked up a 3/8" fitting kit....

...and installed it with no problems.

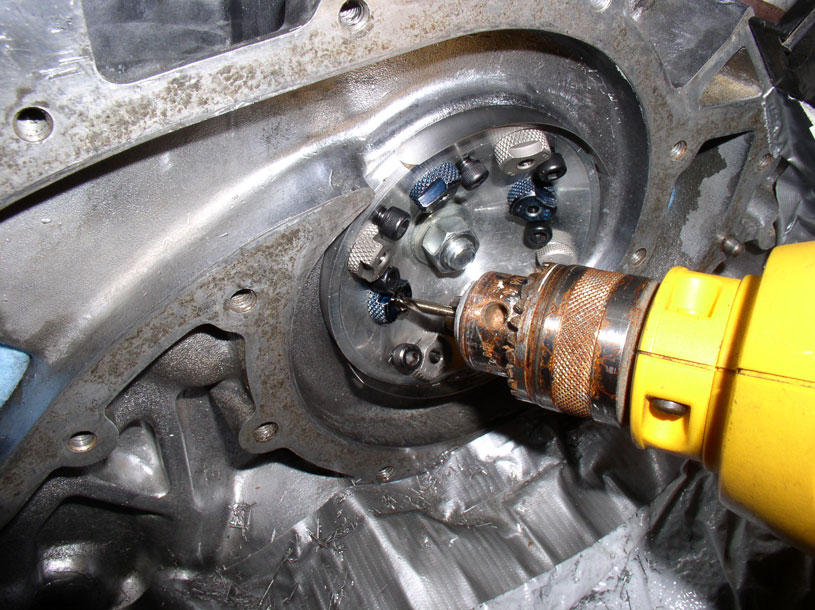
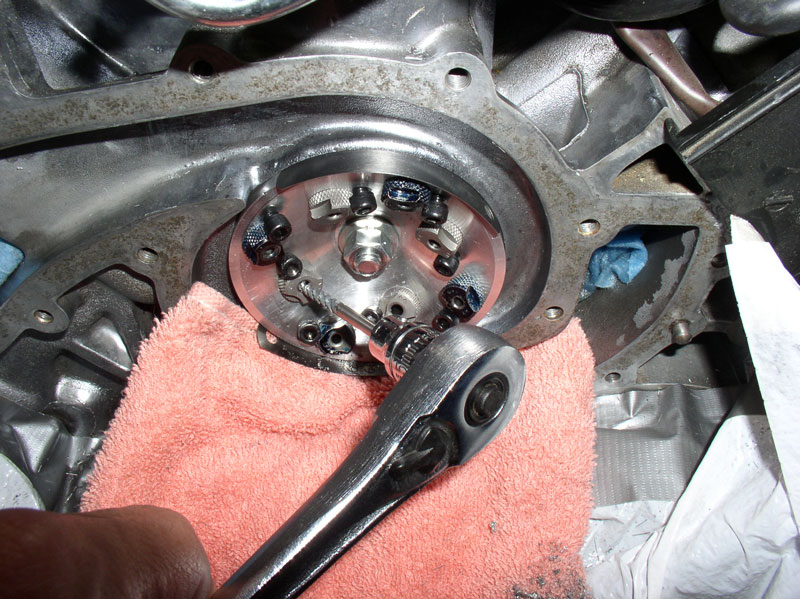
Next, I attached the air drill to the cutter shaft and tighted down the chuck.

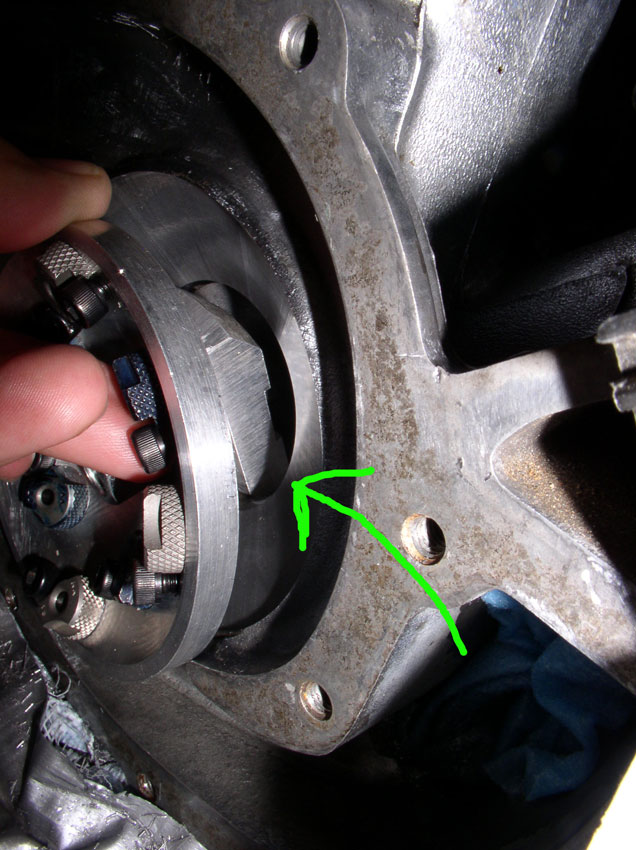
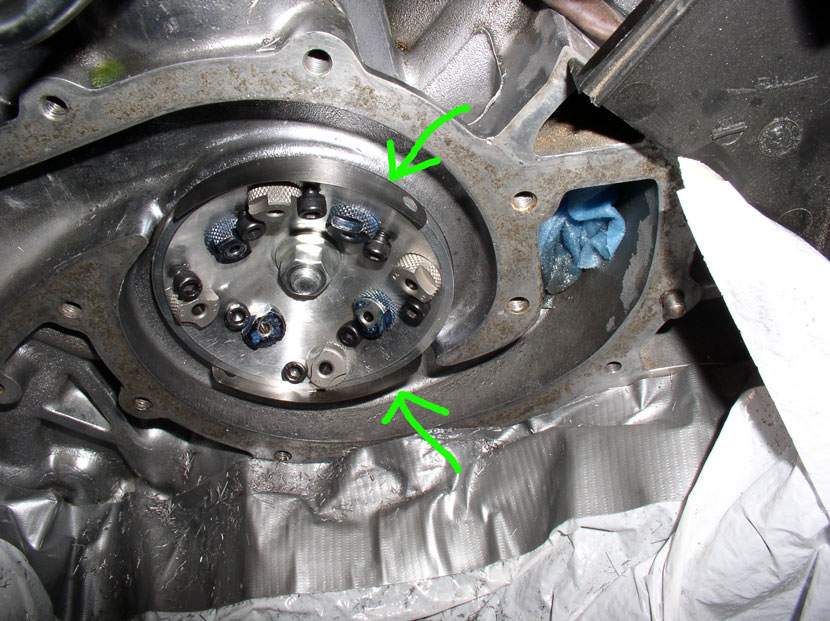
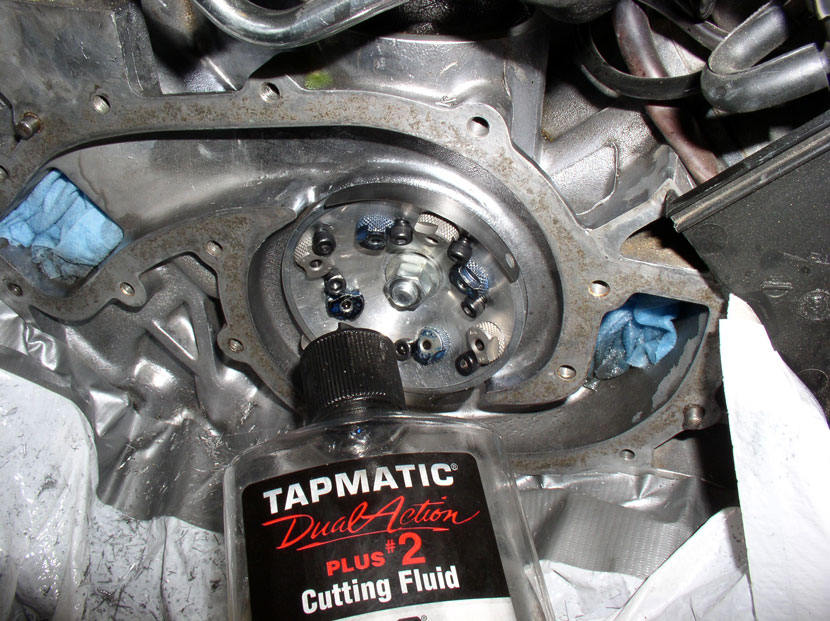
You will notice cut openings in the WP casting for shavings to escape. I used these openings to squirt the cutting fluid since the bottle had a squirt-type cap. There is also a hole in the top of the WP casting to adding cutting fluid but I found these openings (indicated by the green arrows below) to be easier to add the cutting fluid.
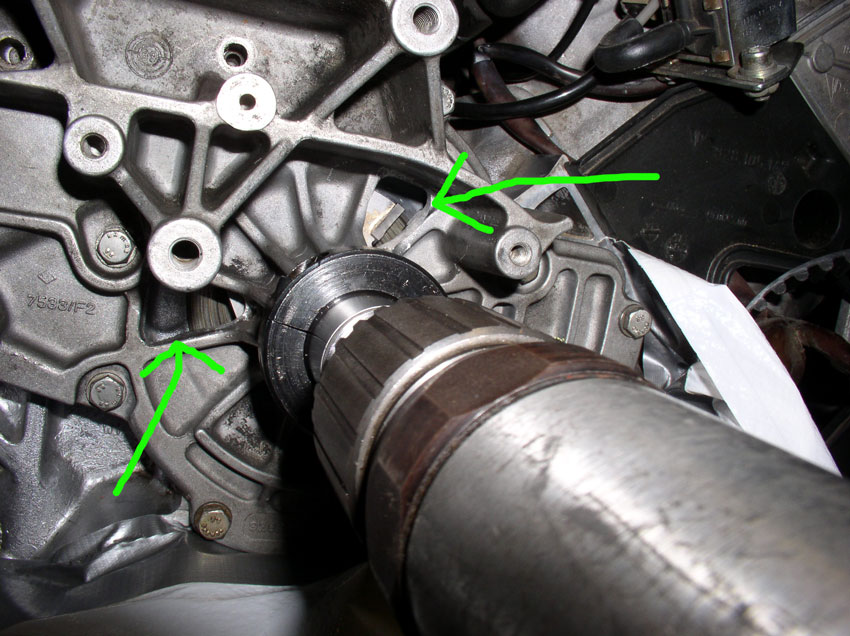
Next, I added the cutting fluid. I would add plenty of cutting fluid (since I had a whole gallon of it) and added fuid between stops and also added fluid while cutting.

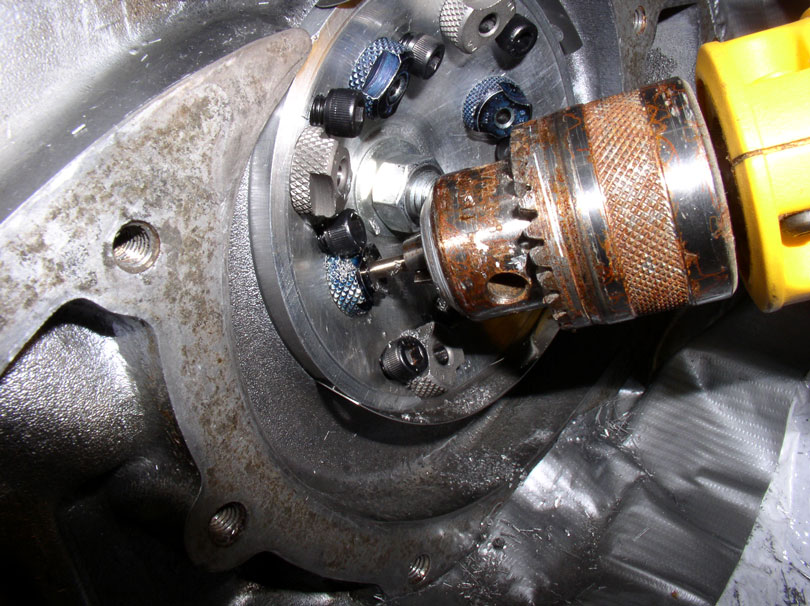
Then I started cutting. I set the air pressure to about 90 PSI. It operates pretty smoothly at first since the cutter is only making contact on a small portion of the damaged area initally.

After a few moments, some filings start to appear from the removed material. Greg's instructions are very good at detailing what to expect from the drill performance (chatter) and amount of filings to expect as you continue to drill. At first, small filings will appear since the edges of the damaged area are being addressed by the cutter first. Then, the filings get longer as you cut and clear larger, wider areas.
Continued.....
Next, the depth of cut needs to be set. Loosen the collar on the cutter shaft. It uses an allen bolt.
In summary, the process goes something like this. Make an initial cut (0.074"). Then check the cut surface to see if you got all the damaged area cleared. If not, reattach the tool and set depth for an additional 0.010". Remove the tool and check to see if all damaged area has been cleared. If not, repeat taking 0.010" depth of cut each time until the damage is cleared. Inserts are supplied for each of these depths (e.g., 0.084", 0.094", 0.104", etc.). The first cut is made to a depth of 0.074". In order to get the depth set right, use feeler gauges in combination to equal 0.074". Make up two stacks at this thickness.
Then fit the feeler gauge stacks between the collar and WP casting as shown in the picture below. Hold the collar against the feeler gauges to hold them in place while tightening the allen bolt. To get an accurate depth of cut, press and hold the end of the cutter shaft against the block while holding the collar against the feeler gauges.
With everything held in place, tighten the locking collar in place. Greg suggests a tightening torque but I don't remember what it is since I did not keep a copy of the instructions - follow the torque recommendation in the instructions.
You will notice there should be a 0.074" gap now between the locking collar and WP housing. This represents the amount of travel the cutter will be allowed to cut.
Greg also suggests you can use transmission fluid in place of cutting fluid. However, I got my hands on some cutting fluid for aluminum on clearance very cheap so I picked some up and here's what I used.
The air fitting on the air drill also used a 3/8" fitting and I only had 1/4" so I also picked up a 3/8" fitting kit....
...and installed it with no problems.
Next, I attached the air drill to the cutter shaft and tighted down the chuck.
You will notice cut openings in the WP casting for shavings to escape. I used these openings to squirt the cutting fluid since the bottle had a squirt-type cap. There is also a hole in the top of the WP casting to adding cutting fluid but I found these openings (indicated by the green arrows below) to be easier to add the cutting fluid.
Next, I added the cutting fluid. I would add plenty of cutting fluid (since I had a whole gallon of it) and added fuid between stops and also added fluid while cutting.
Then I started cutting. I set the air pressure to about 90 PSI. It operates pretty smoothly at first since the cutter is only making contact on a small portion of the damaged area initally.
After a few moments, some filings start to appear from the removed material. Greg's instructions are very good at detailing what to expect from the drill performance (chatter) and amount of filings to expect as you continue to drill. At first, small filings will appear since the edges of the damaged area are being addressed by the cutter first. Then, the filings get longer as you cut and clear larger, wider areas.
Continued.....
11-29-2009, 03:48 PM
#3
Rennlist Member
Thread Starter
Join Date: Sep 2007
Location: Ridgecrest, California
Posts: 1,363
Likes: 0
Received 143 Likes
on
28 Posts
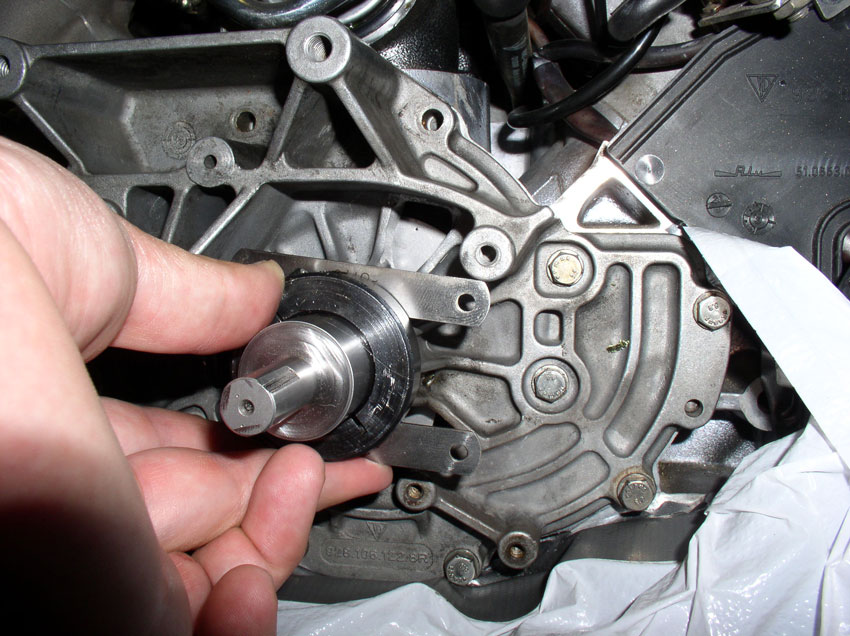
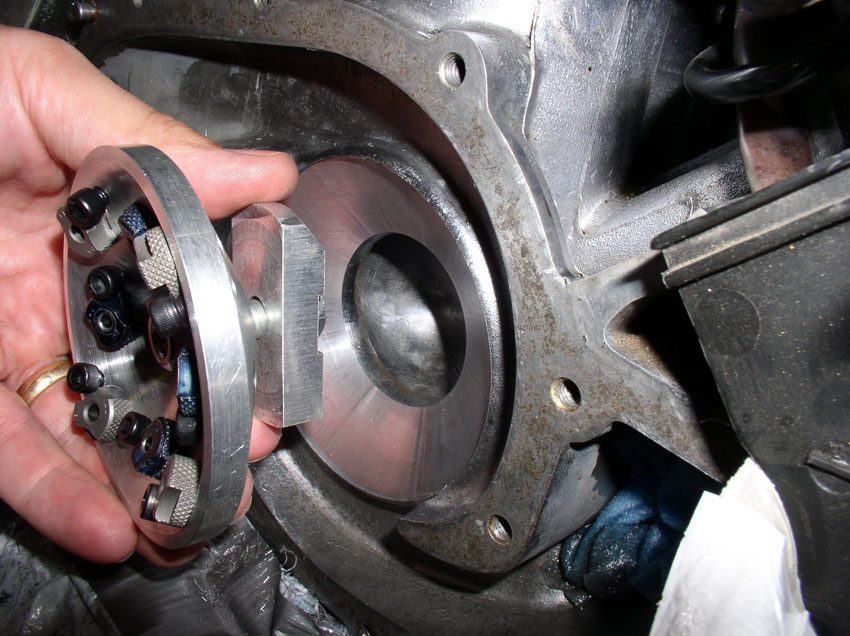
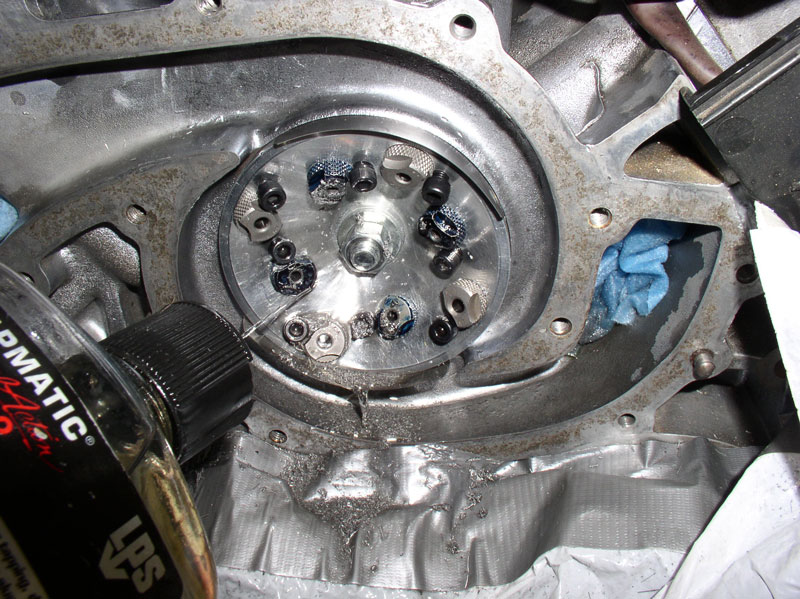
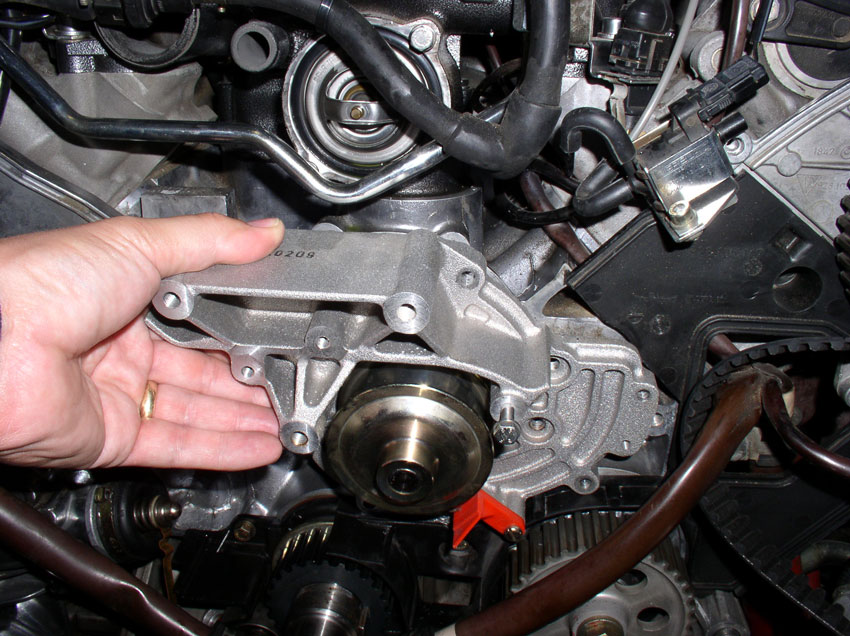
Drill until the locking collar meets the WP casting. At this point, the cutter will turn fairly easily as it has removed all the material allowed by the locking collar. Disconnect the drill from the cutter shaft and remove the WP-to-Block bolts....

...and remove the cutting tool from the block.

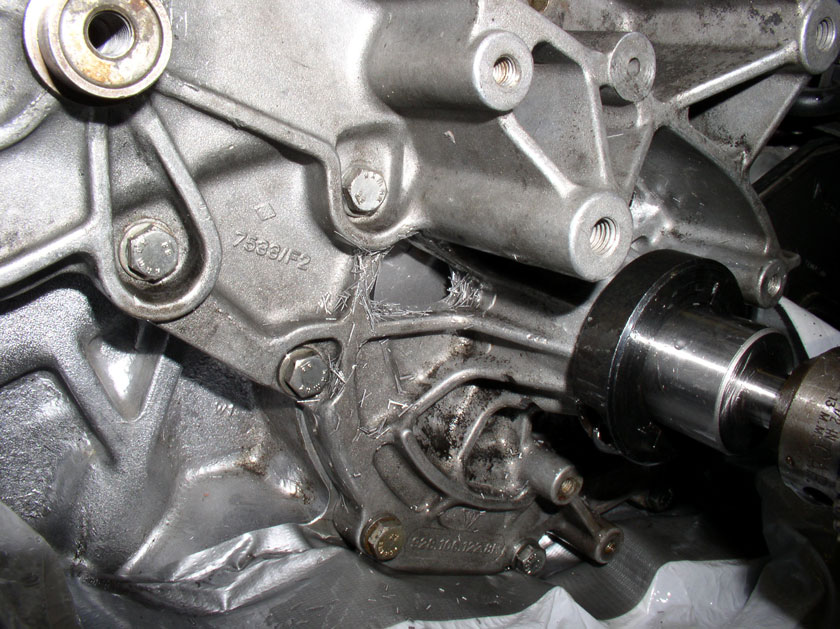
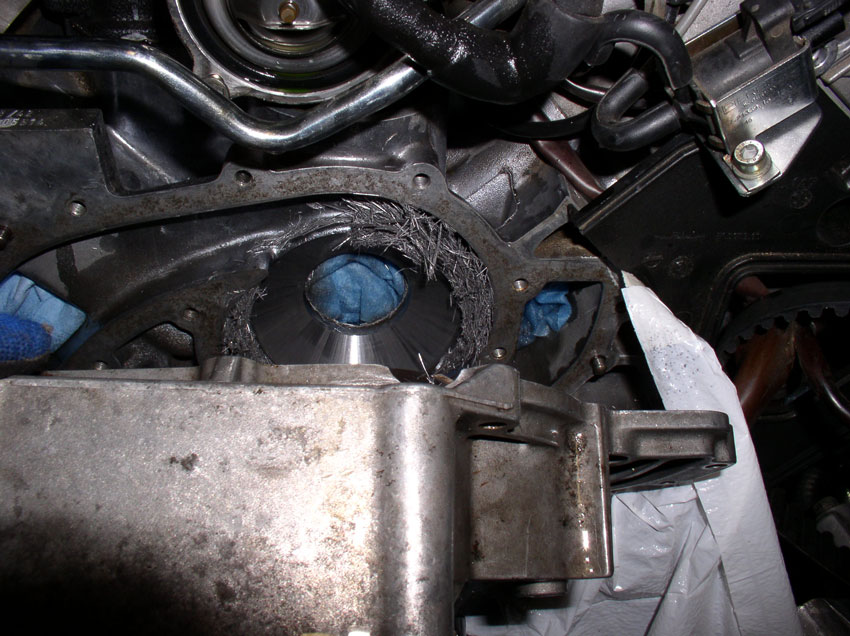
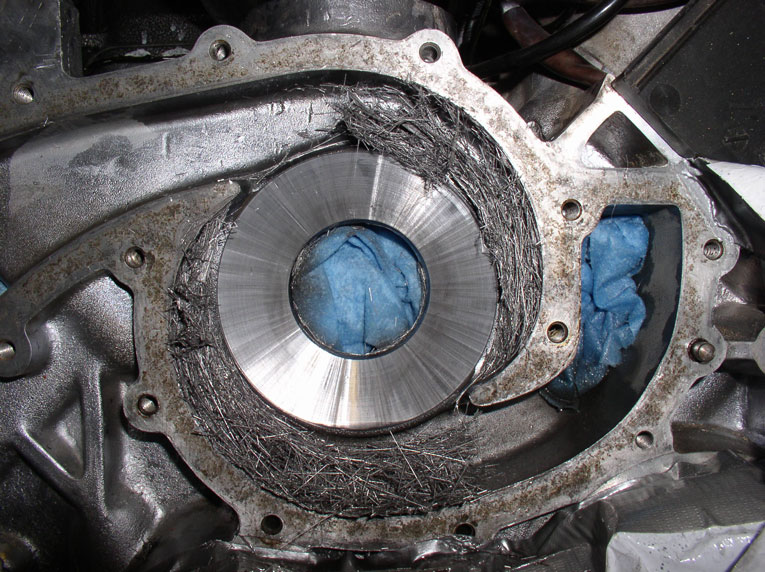
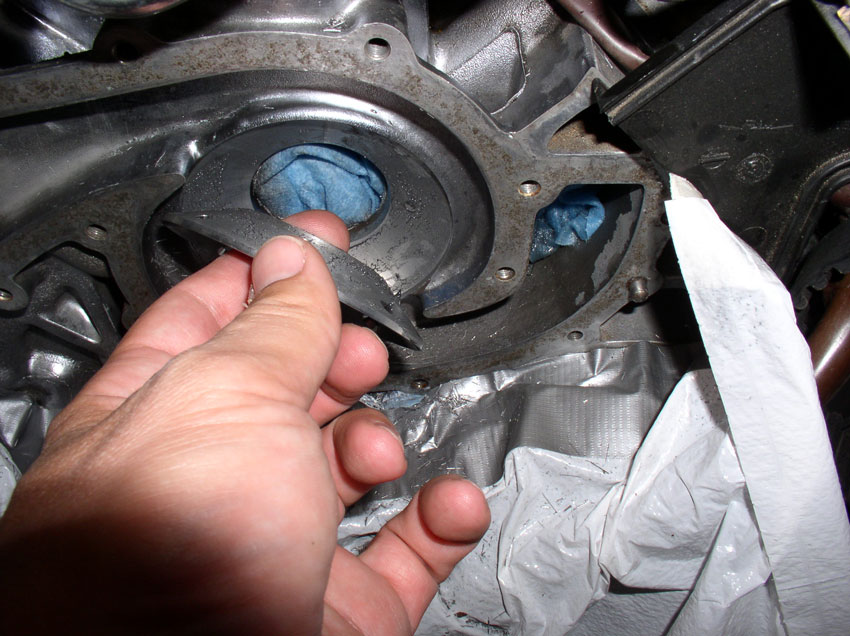
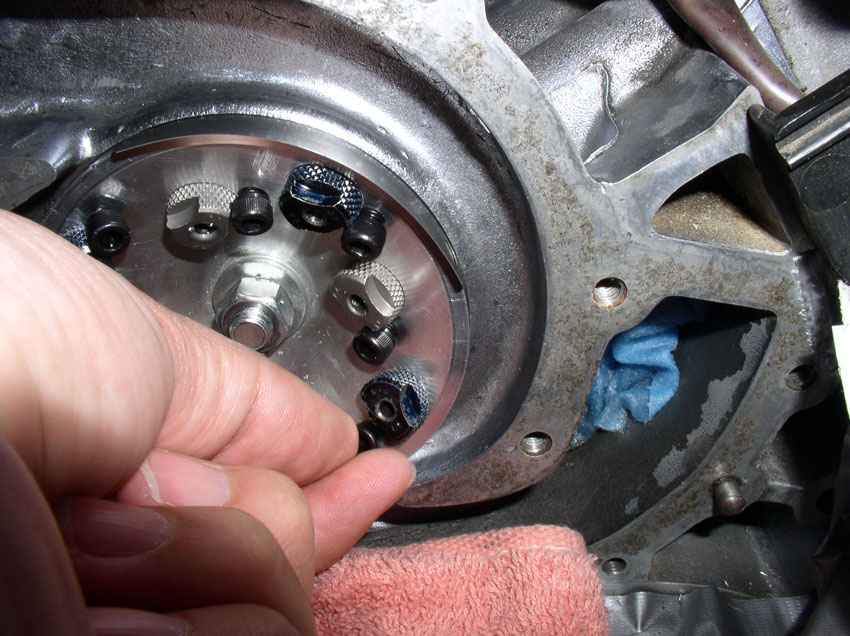
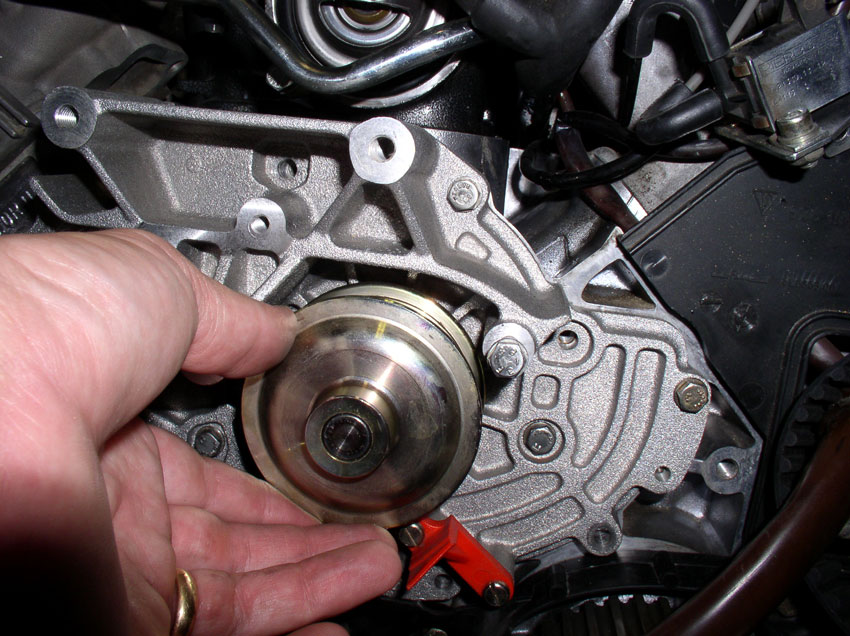
Flipping over the cutting tool, you will see some of the filings from the cut.

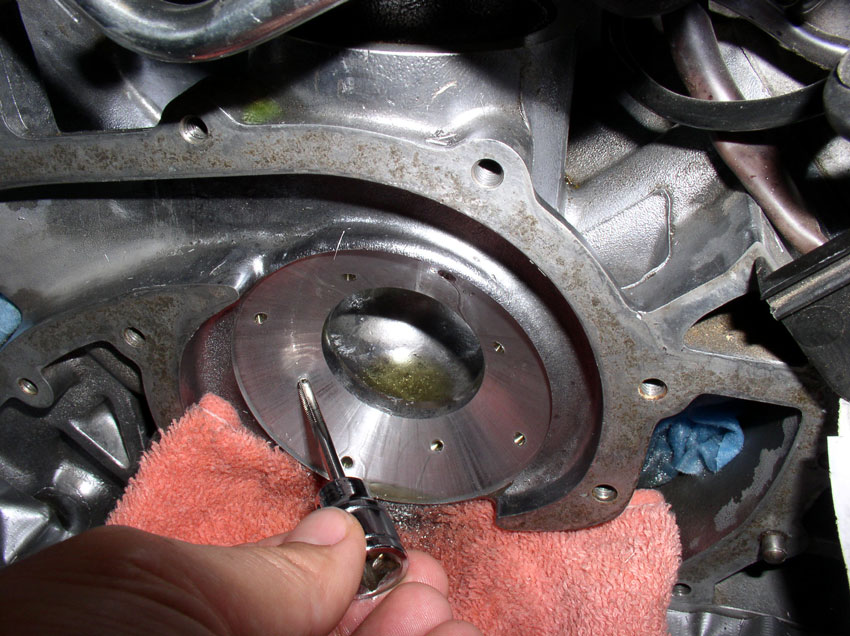
And the same thing on the block.

Closer inpsection of the block shows that there is still damaged block area that needs to be cleared after just 0.074" have been cut. I will need to cut an additional 0.010".
To prepare the tool and block for another cut, clean all the filiings from the mating surface on the block. You will want to have an acurate measure of cutting depth and making sure there are no filiings between the block and cutting tool housing helps ensure accurate cuts.
Also clean the mating surface on the cutting tool.
Then, reattach the cutter to the block with the WP-to-block bolts.
You will need to loosen the locking collar allen head bolt in order to reset the depth of cut.

However, I went ahead and removed the locking collar from the cutting shaft as it seemed like a good idea to also clean off any filiings that may have logded between the locking collar and WP casting. Again, a precaution I took to help ensure accurate cut depths.

With the locking collar off, I also cleaned the cutter shaft and WP casting where the locking collar rests.

Next, set the depth of cut to 0.010" by again selecting feeler gauges that total this thickness and place them between the locking collar and WP casting as before - holding the cutter shaft against the block and locking collar against the WP casting.....
....then tightening the allen head bolt to the specified torque.

Now attach the drill again as before, tighen the drill chuck and drill while applying cutting fluid. This time, more material was being removed and the drill/cutter gave considerable chatter feedback. However, with a little practice, you can vary the pressure to minimize the chatter. After you have reached the cutting depth and the drill/cutter operate smoothly - indicating a smooth surface has been cut - you can remove the drill and remove the cutting device as before.
Continue....
...and remove the cutting tool from the block.
Flipping over the cutting tool, you will see some of the filings from the cut.
And the same thing on the block.
Closer inpsection of the block shows that there is still damaged block area that needs to be cleared after just 0.074" have been cut. I will need to cut an additional 0.010".
To prepare the tool and block for another cut, clean all the filiings from the mating surface on the block. You will want to have an acurate measure of cutting depth and making sure there are no filiings between the block and cutting tool housing helps ensure accurate cuts.
Also clean the mating surface on the cutting tool.
Then, reattach the cutter to the block with the WP-to-block bolts.
You will need to loosen the locking collar allen head bolt in order to reset the depth of cut.
However, I went ahead and removed the locking collar from the cutting shaft as it seemed like a good idea to also clean off any filiings that may have logded between the locking collar and WP casting. Again, a precaution I took to help ensure accurate cut depths.
With the locking collar off, I also cleaned the cutter shaft and WP casting where the locking collar rests.
Next, set the depth of cut to 0.010" by again selecting feeler gauges that total this thickness and place them between the locking collar and WP casting as before - holding the cutter shaft against the block and locking collar against the WP casting.....
....then tightening the allen head bolt to the specified torque.
Now attach the drill again as before, tighen the drill chuck and drill while applying cutting fluid. This time, more material was being removed and the drill/cutter gave considerable chatter feedback. However, with a little practice, you can vary the pressure to minimize the chatter. After you have reached the cutting depth and the drill/cutter operate smoothly - indicating a smooth surface has been cut - you can remove the drill and remove the cutting device as before.
Continue....
11-29-2009, 04:45 PM
#4
Rennlist Member
Join Date: Jan 2006
Location: central cal
Posts: 975
Likes: 0
Received 0 Likes
on
0 Posts
Dwayne, that is a stellar write-up! Good job! I think your engine is cleaner than any I've seen- really nice..
Thanks also to Greg Nettles for contributing the 1/2" air drill to this project. We are making more inserts now, and Greg B will have them this week.
Steve
Thanks also to Greg Nettles for contributing the 1/2" air drill to this project. We are making more inserts now, and Greg B will have them this week.
Steve
11-29-2009, 05:06 PM
#5
Rennlist Member
Thread Starter
Join Date: Sep 2007
Location: Ridgecrest, California
Posts: 1,363
Likes: 0
Received 143 Likes
on
28 Posts
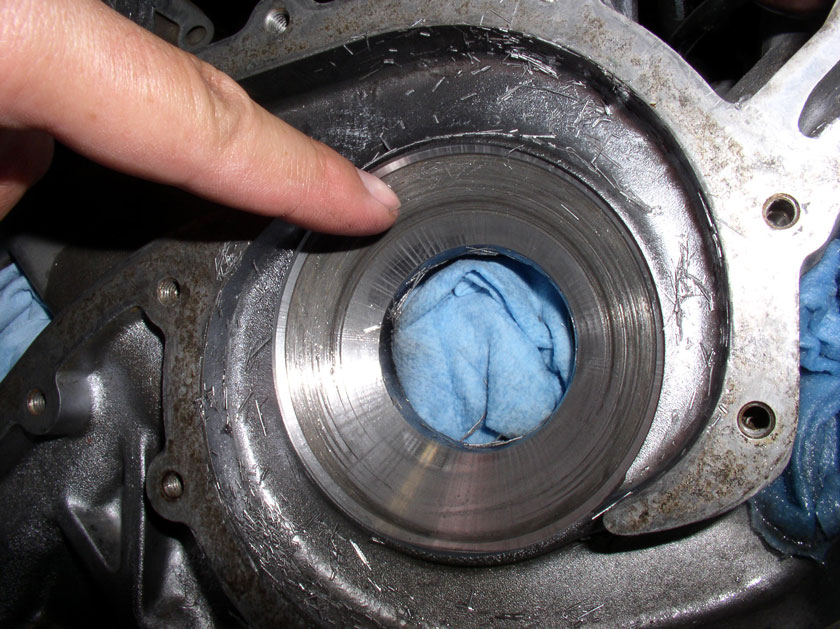
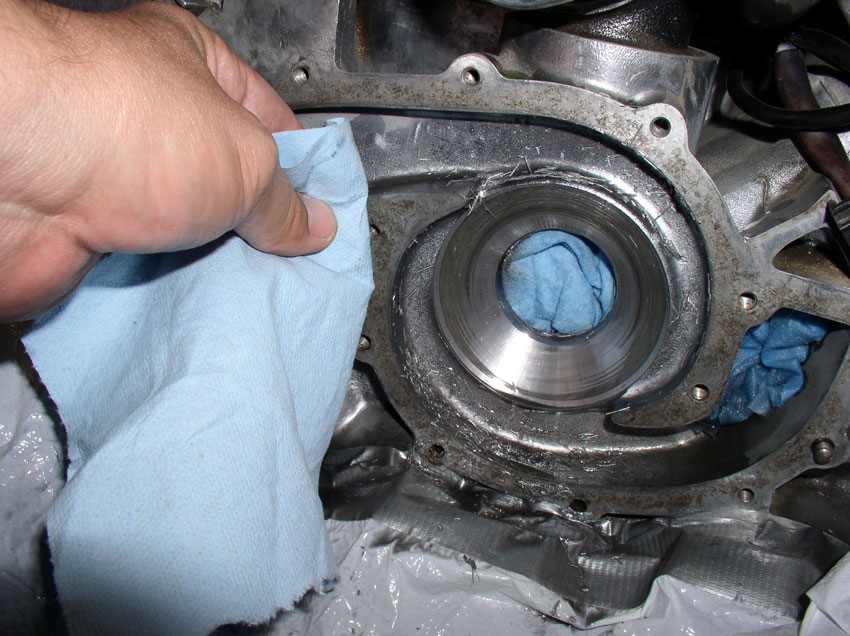
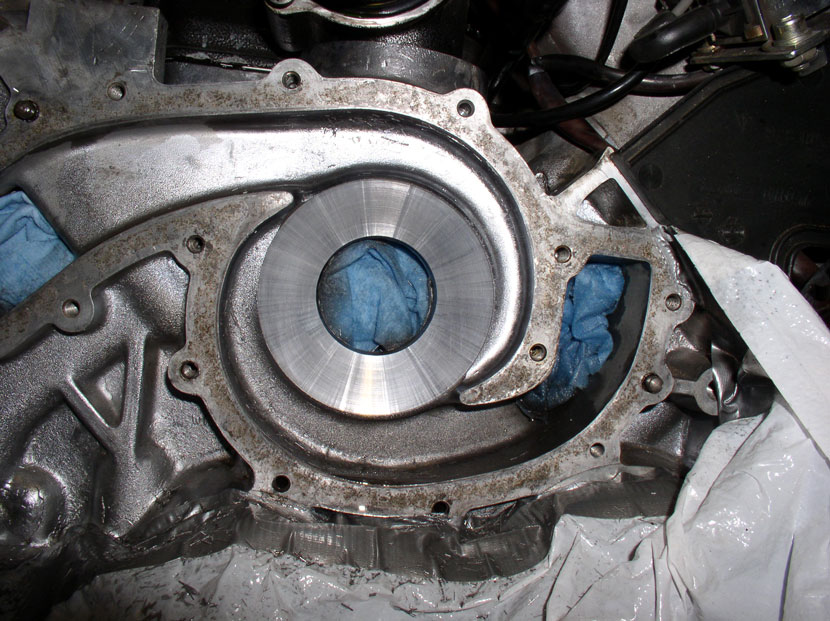
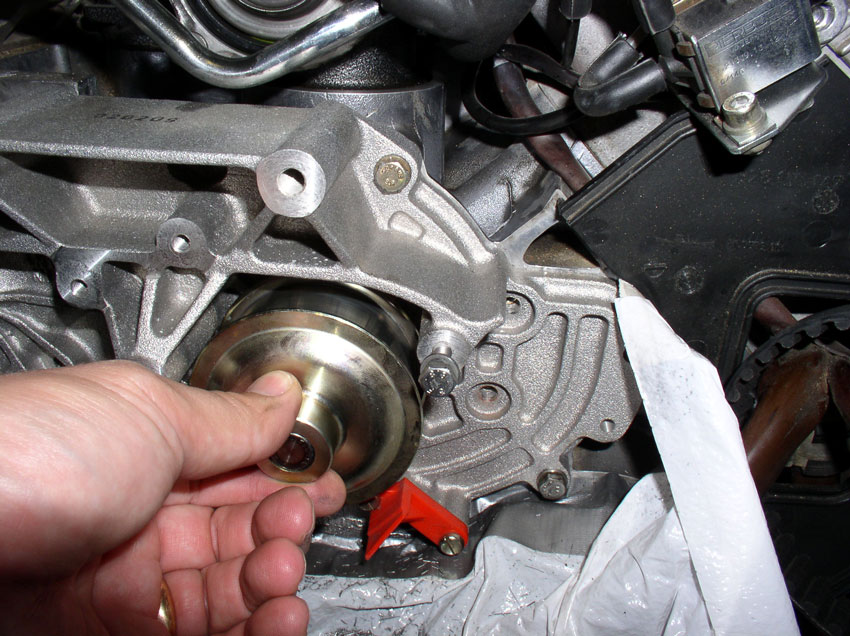
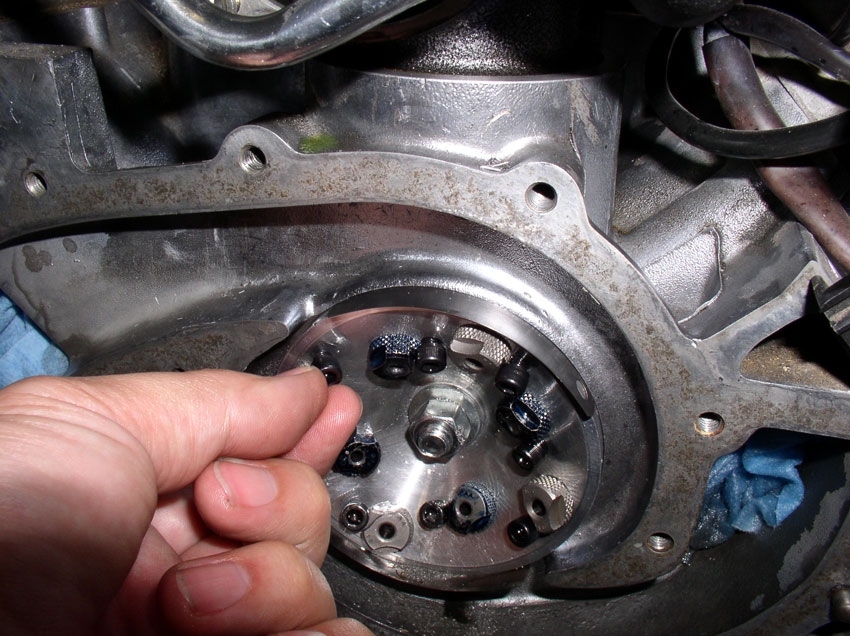
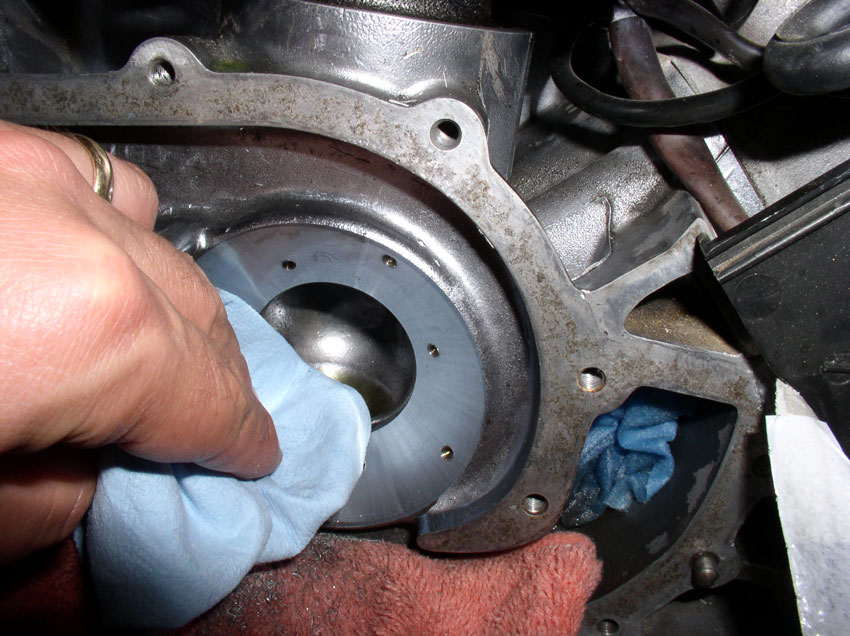
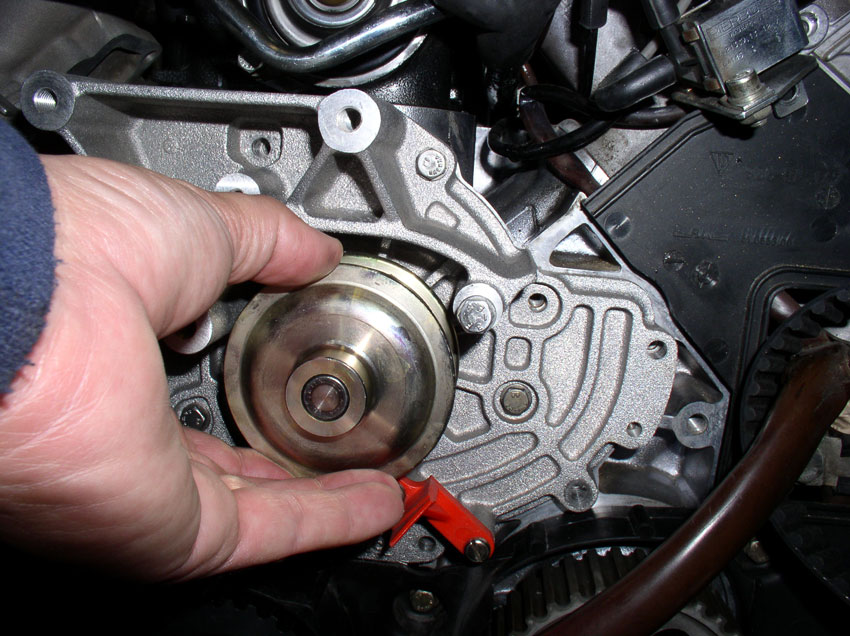
Once you take off the cutting tool, you will notice the filings are longer and there are many more of them.
Clean the surrounding area of filiings. For mine, the extra 0.010" did the trick - removed the remaining damaged area in the block. I moved my fingers across the surface and it felt smooth with barely perceptible imperfections.
Next, it was time to try a fit check with the corresponding insert for 0.084" (0.074" initial cut + 0.010" for the second cut).

Initially, I tried the insert on dry just to see how it fit. It fit very nicely!
Next, Greg's instructions suggest putting a small amount of grease on the back of the insert to help it stay in place on the block while performing a fit check with the water pump. I applied a small amount of grease to the back of the insert.

Then place the insert onto the newly machined block and confirm it is correctly seated and stays in place.
Next, install the water pump without gasket. According to the instructions, when you apply the JB weld under the insert, it raises the insert outward. However, adding the WP gasket also moves the impeller outward. As long as the WP doesn't scrape here, it shouldn't scrape when applying the JB Weld and WP gasket.
Then, tighten the WP down with the WP-to-block bolts. I went ahead and installed all the bolts to ensure I had a good fit with no scraping.
Next, turn the WP Belt pulley - I tried it both forwards and backwards. Also try lifting up from under the pulley while turning to simulate the force the belt will exert on the pulley. Both resulted in no scraping.

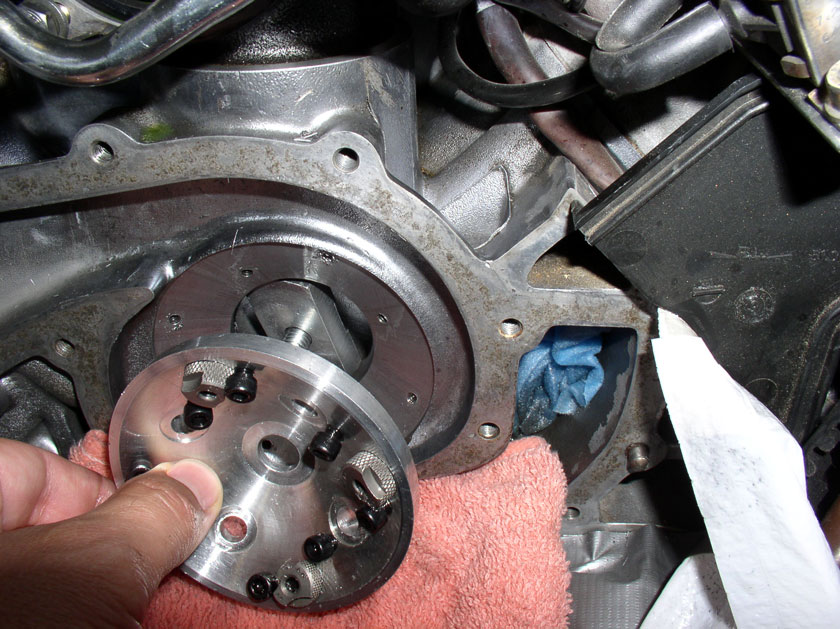
Remove the WP-to-block bolts and remove the water pump from the block. Then remove the insert.
To ensure we don't have too big of a gap between the insert and the impeller and to confirm we have the right sized insert used, try fitting the next size insert up (i.e., 0.094" in my case).

Re-install the water pump and bolts and check the TB pulley for scraping. On mine, the impeller was scraping when I had the 0.094" insert installed. This confirmed the 0.084" insert was the right size. IF there was no scraping when I installed the 0.094" insert, I would keep installing the next larger insert until I felt/heard scraping from the impeller then I'd go back to the last insert that worked without scraping and use that one for the install - according to the instructions.
Remove the water pump once again as well as the insert and clean the surfaces of the block and insert to remove the grease.
Next, I removed the stuffing from the center water port in preparation for installing the drilling/taping jig.

Continued....
Clean the surrounding area of filiings. For mine, the extra 0.010" did the trick - removed the remaining damaged area in the block. I moved my fingers across the surface and it felt smooth with barely perceptible imperfections.
Next, it was time to try a fit check with the corresponding insert for 0.084" (0.074" initial cut + 0.010" for the second cut).
Initially, I tried the insert on dry just to see how it fit. It fit very nicely!
Next, Greg's instructions suggest putting a small amount of grease on the back of the insert to help it stay in place on the block while performing a fit check with the water pump. I applied a small amount of grease to the back of the insert.
Then place the insert onto the newly machined block and confirm it is correctly seated and stays in place.
Next, install the water pump without gasket. According to the instructions, when you apply the JB weld under the insert, it raises the insert outward. However, adding the WP gasket also moves the impeller outward. As long as the WP doesn't scrape here, it shouldn't scrape when applying the JB Weld and WP gasket.
Then, tighten the WP down with the WP-to-block bolts. I went ahead and installed all the bolts to ensure I had a good fit with no scraping.
Next, turn the WP Belt pulley - I tried it both forwards and backwards. Also try lifting up from under the pulley while turning to simulate the force the belt will exert on the pulley. Both resulted in no scraping.
Remove the WP-to-block bolts and remove the water pump from the block. Then remove the insert.
To ensure we don't have too big of a gap between the insert and the impeller and to confirm we have the right sized insert used, try fitting the next size insert up (i.e., 0.094" in my case).
Re-install the water pump and bolts and check the TB pulley for scraping. On mine, the impeller was scraping when I had the 0.094" insert installed. This confirmed the 0.084" insert was the right size. IF there was no scraping when I installed the 0.094" insert, I would keep installing the next larger insert until I felt/heard scraping from the impeller then I'd go back to the last insert that worked without scraping and use that one for the install - according to the instructions.
Remove the water pump once again as well as the insert and clean the surfaces of the block and insert to remove the grease.
Next, I removed the stuffing from the center water port in preparation for installing the drilling/taping jig.
Continued....
11-29-2009, 05:52 PM
#6
Rennlist Member
Thread Starter
Join Date: Sep 2007
Location: Ridgecrest, California
Posts: 1,363
Likes: 0
Received 143 Likes
on
28 Posts
Clean the mating surface on the block and the inside of the center coolant port.

Here's the drilling/tapping jig. You will notice 8 inserts all around. Four of them toward the outer edge (silver colored ones in the pic below) and the other 4 toward the inner edge (blue in the pic below). Each insert is held in place by a small allen head bolt. According to the instructions, the blue inserts are for drilling and the silver inserts are for tapping. The jig is set up for drilling the inner 4 holes first.

The jig is held in place with a block to the rear that is attached to the jig with a bolt that goes through the center of the jig as pictured below. Orient the jig as shown for installation into the center coolant port.
Since installing the jig is a little tricky, unscrew the bolt as far as you can without removing the bolt. Then angle the square end of the block down into the coolant port as shown.

Slide the block down far enough for the top rounded end of the block to clear the top of the coolant port as shown in the pic below.
Next, tighten up the nut on the front of the jig as shown. However, don't tighten it down because it will need to be "clocked" to the correct position before drilling.

With the nut still a little loose, install a couple of feeler gauges to help center the jig in the coolant port. You can use two gauges each about 0.008" or 0.009" thick. I used one 0.008" and one 0.009".
Insert the gauges one above and one below as shown in the pic below. The fit will be tight enough to hold the feeler gauges in place while allowing you to clock the jig into the correct position.
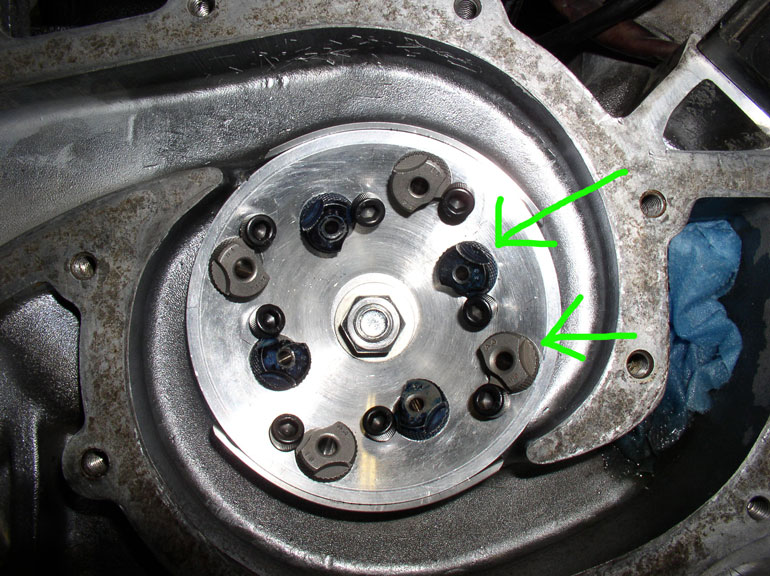
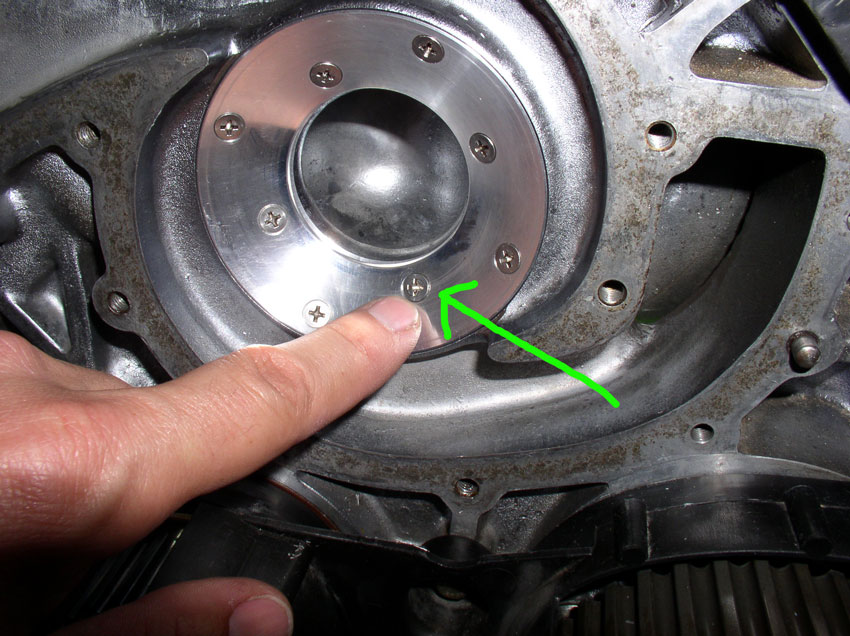
Next, clock the jig so the top outer insert (silver) is in the approximate 12:30 position. See arrow in pic below. This is to help minimize the number of holes that may "communicate" with the outer block. I wasn't quite sure what "communicate" with the outer block meant until I started drilling. It means punch through to the outside of the block. According to the instructions, there is no way to avoid at least one hole being drilled to the outside of the block. Potentially, you could have two holes communicating to the outside block if the jig is not oriented in this manner. The other area that punched through for me was near the top of the jig where the wall is very thin and the drill went through to the coolant neck (where the water/coolant bridge connects to the block. However, this is not a concern since it is not communicating with the outside of the block.
According to the instructions, the likely candidate to punching through is the insert located at the 2:30 position (see top green arrow below). However, when I drilled mine at this orientation, it was the insert at the 4:00 position (see bottom green arrow below) that punched through. It punches through at the thin wall that is between the impeller surface and the deep hole/pit that catches coolant and oil near the front of the engine (driver's side). You can actually feel the drilled through hole if your finger is long enough to reach down into the coolant/oil catch pit.
Next, tighten down the bolt that holds the jig in place. It doesn't require a lot of force - I just snugged it down.

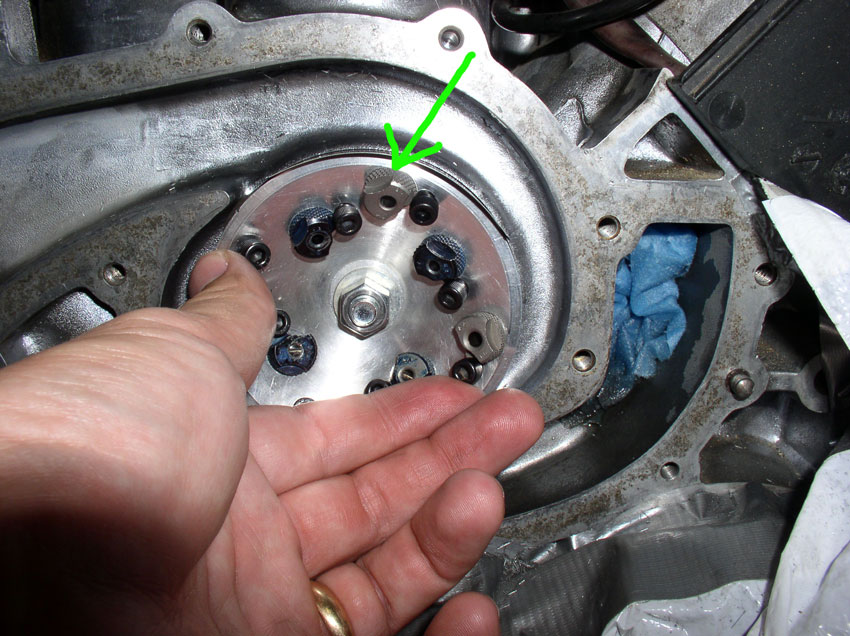
Drill the blue inner inserts first using the supplied drill bits. There are extra drill bits in case the one you start with gets dull. I was able to drill all 8 holes with a single drill bit. The instructions recommend keeping the used drill bit so it does not get mixed with the others and does not get passed along to the next user. I test fit the drill bit into the insert to see how deep I would be drilling. The instructions explain to drill down to the top of the cutting flutes of the drill bit (see green arrow in the pic below).

I applied cutting fluid by squirting it into the insert to be drilled....
Then began drilling with slow steady pressure but not too much pressure. It is also best to position the drill bit all the way into the insert before starting to drill as this will preserve the sharpness of the drill bit. This seemed to work well for preserving the drill bit I was using.
Drill down to the top of the drill bit flutes as shown.
Continued.....
Here's the drilling/tapping jig. You will notice 8 inserts all around. Four of them toward the outer edge (silver colored ones in the pic below) and the other 4 toward the inner edge (blue in the pic below). Each insert is held in place by a small allen head bolt. According to the instructions, the blue inserts are for drilling and the silver inserts are for tapping. The jig is set up for drilling the inner 4 holes first.
The jig is held in place with a block to the rear that is attached to the jig with a bolt that goes through the center of the jig as pictured below. Orient the jig as shown for installation into the center coolant port.
Since installing the jig is a little tricky, unscrew the bolt as far as you can without removing the bolt. Then angle the square end of the block down into the coolant port as shown.
Slide the block down far enough for the top rounded end of the block to clear the top of the coolant port as shown in the pic below.
Next, tighten up the nut on the front of the jig as shown. However, don't tighten it down because it will need to be "clocked" to the correct position before drilling.
With the nut still a little loose, install a couple of feeler gauges to help center the jig in the coolant port. You can use two gauges each about 0.008" or 0.009" thick. I used one 0.008" and one 0.009".
Insert the gauges one above and one below as shown in the pic below. The fit will be tight enough to hold the feeler gauges in place while allowing you to clock the jig into the correct position.
Next, clock the jig so the top outer insert (silver) is in the approximate 12:30 position. See arrow in pic below. This is to help minimize the number of holes that may "communicate" with the outer block. I wasn't quite sure what "communicate" with the outer block meant until I started drilling. It means punch through to the outside of the block. According to the instructions, there is no way to avoid at least one hole being drilled to the outside of the block. Potentially, you could have two holes communicating to the outside block if the jig is not oriented in this manner. The other area that punched through for me was near the top of the jig where the wall is very thin and the drill went through to the coolant neck (where the water/coolant bridge connects to the block. However, this is not a concern since it is not communicating with the outside of the block.
According to the instructions, the likely candidate to punching through is the insert located at the 2:30 position (see top green arrow below). However, when I drilled mine at this orientation, it was the insert at the 4:00 position (see bottom green arrow below) that punched through. It punches through at the thin wall that is between the impeller surface and the deep hole/pit that catches coolant and oil near the front of the engine (driver's side). You can actually feel the drilled through hole if your finger is long enough to reach down into the coolant/oil catch pit.
Next, tighten down the bolt that holds the jig in place. It doesn't require a lot of force - I just snugged it down.
Drill the blue inner inserts first using the supplied drill bits. There are extra drill bits in case the one you start with gets dull. I was able to drill all 8 holes with a single drill bit. The instructions recommend keeping the used drill bit so it does not get mixed with the others and does not get passed along to the next user. I test fit the drill bit into the insert to see how deep I would be drilling. The instructions explain to drill down to the top of the cutting flutes of the drill bit (see green arrow in the pic below).
I applied cutting fluid by squirting it into the insert to be drilled....
Then began drilling with slow steady pressure but not too much pressure. It is also best to position the drill bit all the way into the insert before starting to drill as this will preserve the sharpness of the drill bit. This seemed to work well for preserving the drill bit I was using.
Drill down to the top of the drill bit flutes as shown.
Continued.....
Last edited by Dwayne; 11-29-2009 at 06:15 PM.
11-29-2009, 05:56 PM
#7
Rennlist Member
Thread Starter
Join Date: Sep 2007
Location: Ridgecrest, California
Posts: 1,363
Likes: 0
Received 143 Likes
on
28 Posts

Also, THANK YOU, Steve for your part and effort in developing this tool - I found it to be a quality designed and built device! Well Done!!
Trending Topics
11-29-2009, 06:09 PM
#9
Rennlist Member
Thread Starter
Join Date: Sep 2007
Location: Ridgecrest, California
Posts: 1,363
Likes: 0
Received 143 Likes
on
28 Posts
That was my thinking, originally as well. However, I was going to follow the recommendation to use JB Weld on the back of the insert for the final installation. The JB Weld will effectively "add" thickness to the insert while the WP gasket effectively moves the impeller away from the insert. Since I was test fitting the insert without the JB Weld, I needed to also leave off the gasket to keep the measurements matched. Greg's instructions also provide measurements for the expected added elevation from the JB Weld (which I believe is significantly less than 0.010") and the approximate thickness of the WP gasket (which I believe is about 0.010"). After reading the instructions, it made sense to leave the gasket off for dry fit checks. If one were to not use the JB Weld for the final install and install the insert with screws only, then fitting the WP with gasket installed would make sense. Hope this helps. Thanks for the question!
11-29-2009, 06:32 PM
#10
Rennlist Member
Thread Starter
Join Date: Sep 2007
Location: Ridgecrest, California
Posts: 1,363
Likes: 0
Received 143 Likes
on
28 Posts
I continued in a clockwise fashion to drill the remaining 3 holes (i.e., dark blue inserts).

After the initial drilling is done, I flushed the filiings out with cutting fluid
Now the drilling inserts need to be relocated to the outer edge of the jig. I began by removing the outer tapping inserts. You loosen the hold down allen head bolt as shown below.
Then rotate the insert counter clockwise as shown....

...and pull out the insert.

Remove all the inserts in this manner leaving the hold down allen head bolts.
Then reinstall the dark blue drilling inserts in the outer holes. Install the inserts until seated and turn clockwise.
Then hand tighten the allen head bolt to hold the insert in place.

When the jig is reconfigured, it should look like this.
Then, resume drilling the outer inserts as shown.
After drilling, flush with the cutting fluid again and prepare to begin the initial tapping.
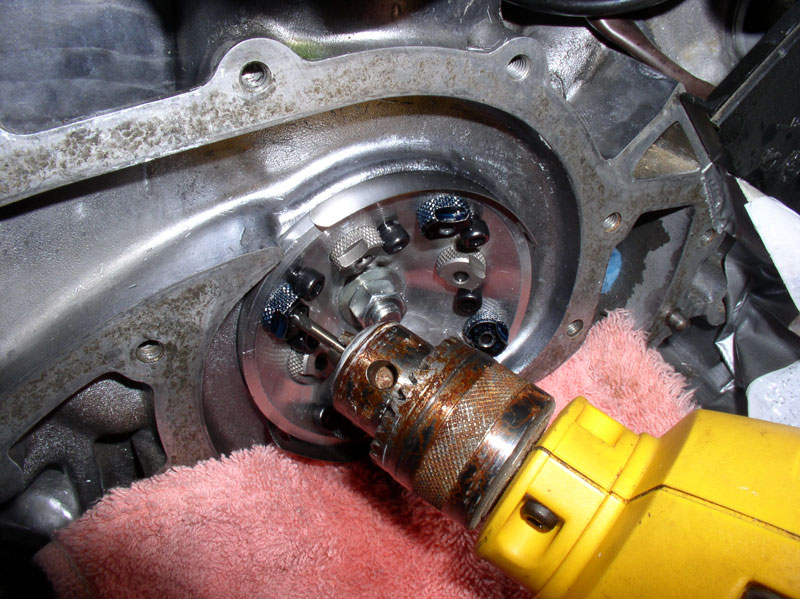
Here's the tapping bit. I was lucky enough to have a 3/8" socket adapter that the tap would fit into (the kit does not come with the socket adapter). I used this to begin tapping. If you have a small "T" handle that will clear the block while using it in the application, that would be preferred over the socket method I used.

You will begin tapping using the silver colored inserts. I attached the tap to the 3/8" socket wrench and fitted the tap into the insert. To minimize possibility of bending force being applied to the tap while using the socket (and possibly breaking the tap), grip the socket head with your hand while turning rather than gripping the handle of the socket. It doesn't take a lot of force to turn the tap so gripping the head of the socket works fine
Use cutting fluid during the tapping.
Carefully tap the hole using the wrench until you feel slight resistance from the tap bottoming out in the hole. You can also judge approximately when you are getting close to the bottom of the hole by comparing the distrance travelled to the same distance travelled when drilling the hole with the drill bit.

Continued....
After the initial drilling is done, I flushed the filiings out with cutting fluid
Now the drilling inserts need to be relocated to the outer edge of the jig. I began by removing the outer tapping inserts. You loosen the hold down allen head bolt as shown below.
Then rotate the insert counter clockwise as shown....
...and pull out the insert.
Remove all the inserts in this manner leaving the hold down allen head bolts.
Then reinstall the dark blue drilling inserts in the outer holes. Install the inserts until seated and turn clockwise.
Then hand tighten the allen head bolt to hold the insert in place.
When the jig is reconfigured, it should look like this.
Then, resume drilling the outer inserts as shown.
After drilling, flush with the cutting fluid again and prepare to begin the initial tapping.
Here's the tapping bit. I was lucky enough to have a 3/8" socket adapter that the tap would fit into (the kit does not come with the socket adapter). I used this to begin tapping. If you have a small "T" handle that will clear the block while using it in the application, that would be preferred over the socket method I used.
You will begin tapping using the silver colored inserts. I attached the tap to the 3/8" socket wrench and fitted the tap into the insert. To minimize possibility of bending force being applied to the tap while using the socket (and possibly breaking the tap), grip the socket head with your hand while turning rather than gripping the handle of the socket. It doesn't take a lot of force to turn the tap so gripping the head of the socket works fine
Use cutting fluid during the tapping.
Carefully tap the hole using the wrench until you feel slight resistance from the tap bottoming out in the hole. You can also judge approximately when you are getting close to the bottom of the hole by comparing the distrance travelled to the same distance travelled when drilling the hole with the drill bit.
Continued....
Last edited by Dwayne; 11-29-2009 at 10:22 PM.
11-29-2009, 06:52 PM
#11
Rennlist Member
Thread Starter
Join Date: Sep 2007
Location: Ridgecrest, California
Posts: 1,363
Likes: 0
Received 143 Likes
on
28 Posts
After tapping all 4 of the inner holes, you will need to reconfigure the drilling/tapping jig for tapping the outer holes. First, loosen the allen head bolts on the dark blue inserts....
...and remove the 4 outer dark blue inserts.
Then, install the silver tapping inserts in the outer holes.

The jig should look this this when reconfigured - no need to reinstall the dark blue inserts into the inner holes since we won't be using them any more. Leave the blue inserts out for cleaning.
Next, begin tapping the outer holes in the same manner you tapped the inner holes.
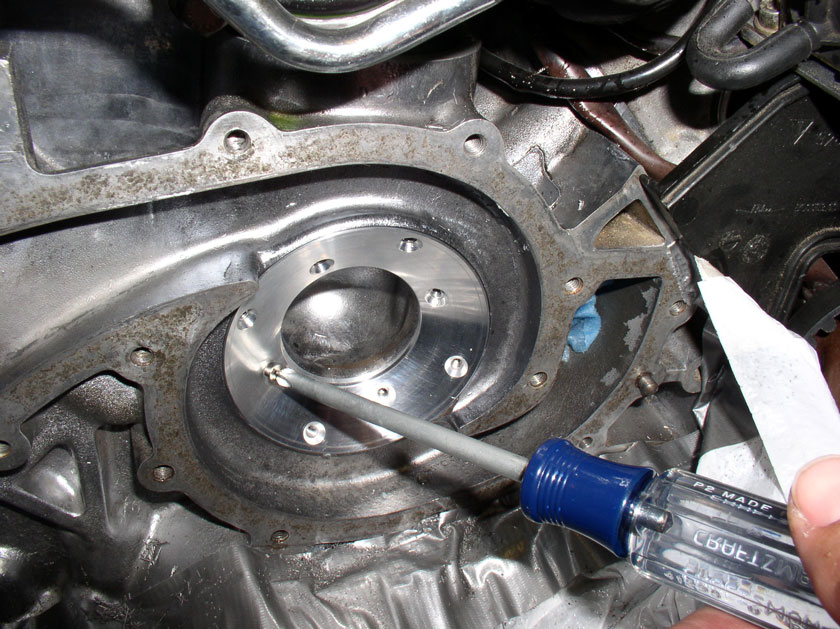
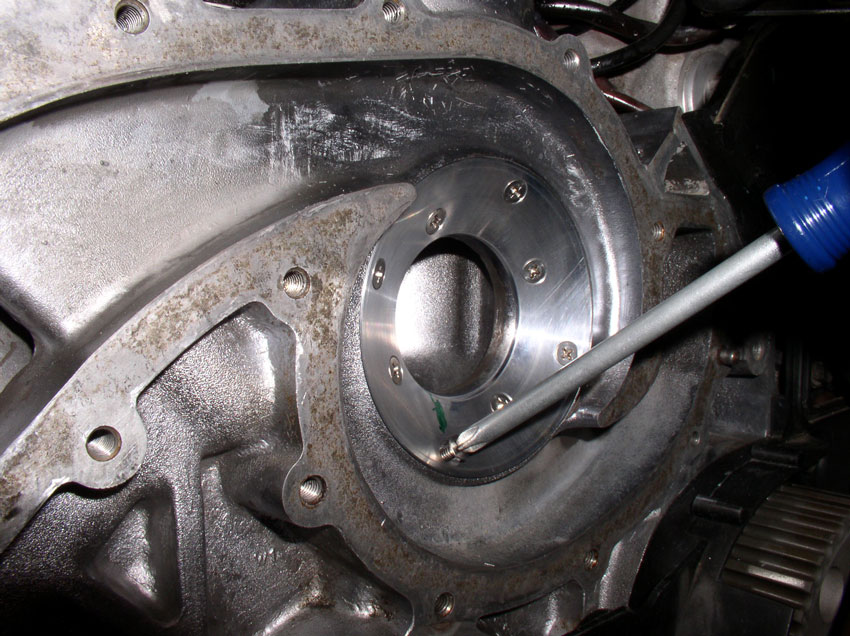
When all 4 of the outer holes have been tapped, you can begin removing the jig and prepare for the final tapping. First, remove the feeler gauges.

Then, loosen the securing bolt for the jig.

Remove the nut all the way from the bolt, this will ease removel of the jig from the block.
Flush the newly tapped holes wth cutting fluid.

Here's the final tapping bit. I also fitted it into my 3/8" socket adapter.

Performing the final tapping can be tricky in that you don't want to cross thread the holes you just tapped with the jig. I simply started the tap by hand, as shown below, by carefully wiggling and turning the tap to get it started in the hole.
Then attached the socket and began tapping the hole. Again, being careful to sense when the tap bottoms out without applying additional force.

When completed with tapping all 8 holes, flush with the cutting fluid and wipe up excess fluid.
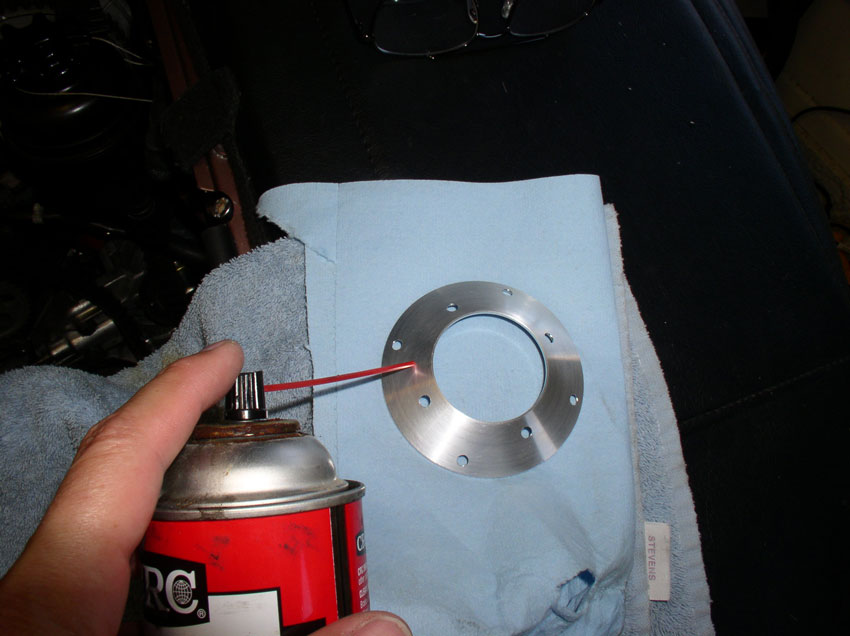
Then I used brake cleaning fluid to dissolve/clean any cutting fluid residue from the holes and repaired surface area.

Continued....
...and remove the 4 outer dark blue inserts.
Then, install the silver tapping inserts in the outer holes.
The jig should look this this when reconfigured - no need to reinstall the dark blue inserts into the inner holes since we won't be using them any more. Leave the blue inserts out for cleaning.
Next, begin tapping the outer holes in the same manner you tapped the inner holes.
When all 4 of the outer holes have been tapped, you can begin removing the jig and prepare for the final tapping. First, remove the feeler gauges.
Then, loosen the securing bolt for the jig.
Remove the nut all the way from the bolt, this will ease removel of the jig from the block.
Flush the newly tapped holes wth cutting fluid.
Here's the final tapping bit. I also fitted it into my 3/8" socket adapter.
Performing the final tapping can be tricky in that you don't want to cross thread the holes you just tapped with the jig. I simply started the tap by hand, as shown below, by carefully wiggling and turning the tap to get it started in the hole.
Then attached the socket and began tapping the hole. Again, being careful to sense when the tap bottoms out without applying additional force.
When completed with tapping all 8 holes, flush with the cutting fluid and wipe up excess fluid.
Then I used brake cleaning fluid to dissolve/clean any cutting fluid residue from the holes and repaired surface area.
Continued....
11-29-2009, 07:16 PM
#12
Rennlist Member
Looking forward to the rest of this.
Great write-up and photography Duane!
Great write-up and photography Duane!
11-29-2009, 07:20 PM
#13
Rennlist Member
Thread Starter
Join Date: Sep 2007
Location: Ridgecrest, California
Posts: 1,363
Likes: 0
Received 143 Likes
on
28 Posts
I then blew out any remaining brake fluid with compressed air.

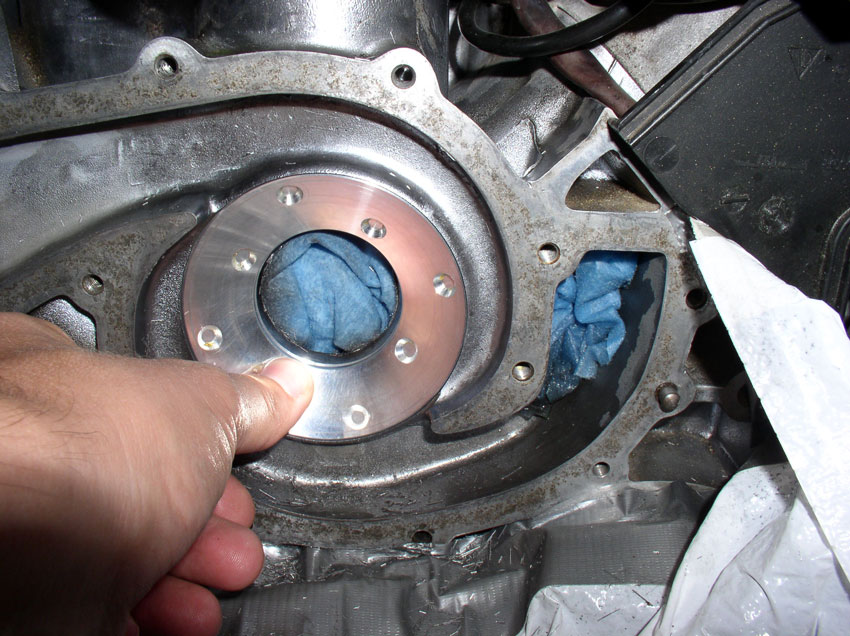
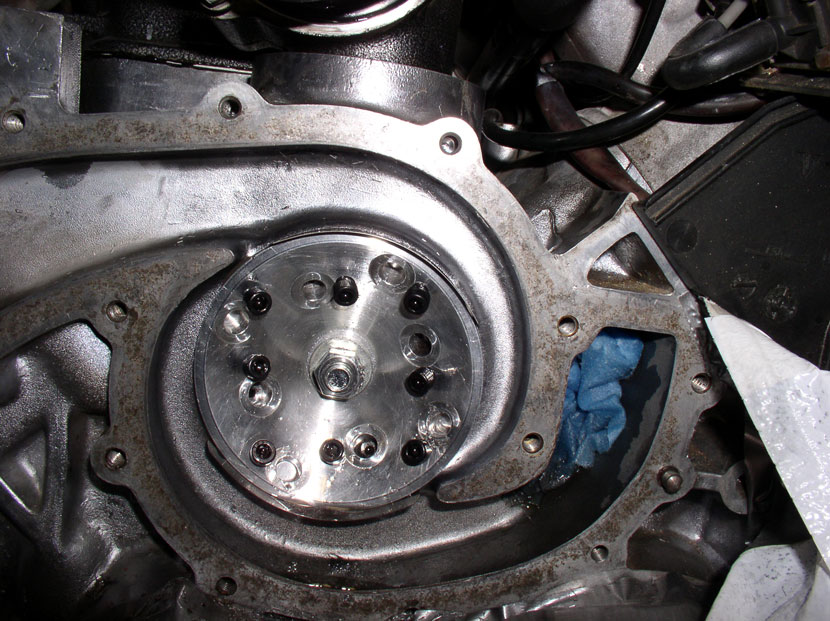
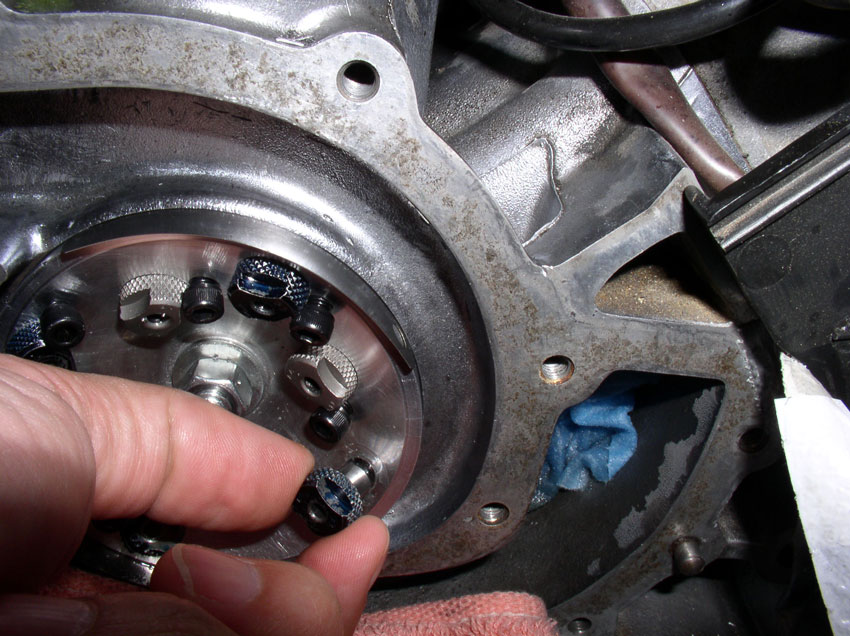
Next, I needed to do another dry fit check with the screws attached to the insert/block. Verify the insert holes line up with the 8 holes you just drilled/tapped then install one screw to hold the insert in place. There are plenty of screws supplied with the kit.
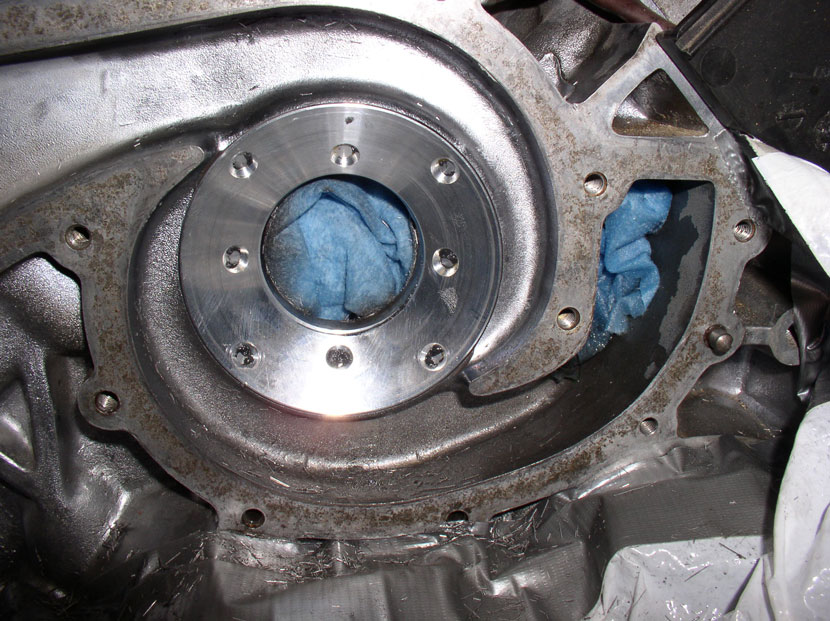
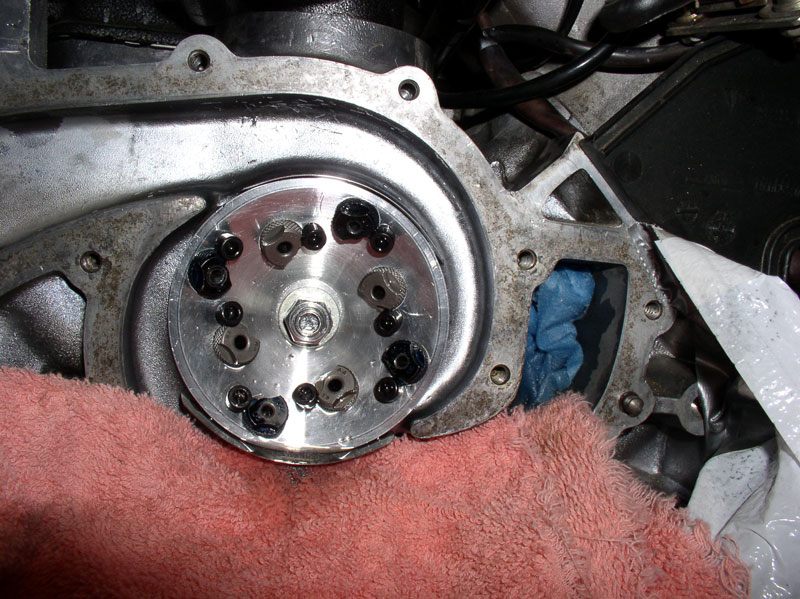
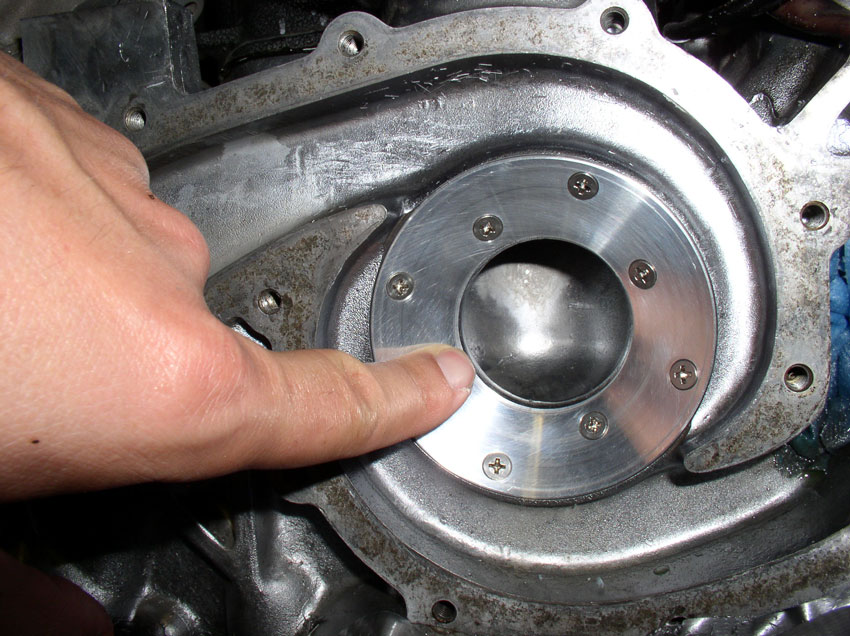
Install all 8 screws into the insert.

Then, run your fingers over the tops of the screws to make sure they are all below the surface of the insert (or at least flush with it). There should be no screws sitting above the surface of the insert.
Since I was done drilling/tapping, I began some clean up. Removed the left coolant port plug/towel.

...and the right one.

Removed the plastic sheeting for deflecting cutting fluid runoff.

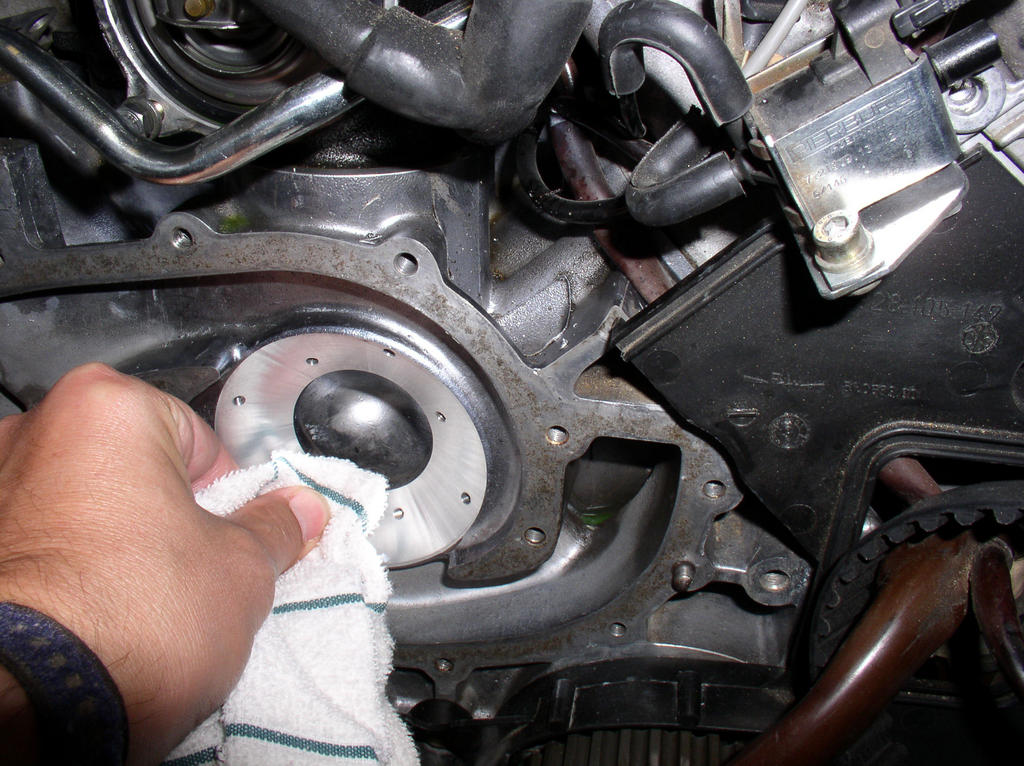
Wiped all the surfaces in and around the water pump down.

Used a shop vacuum to pick up any stray filings.
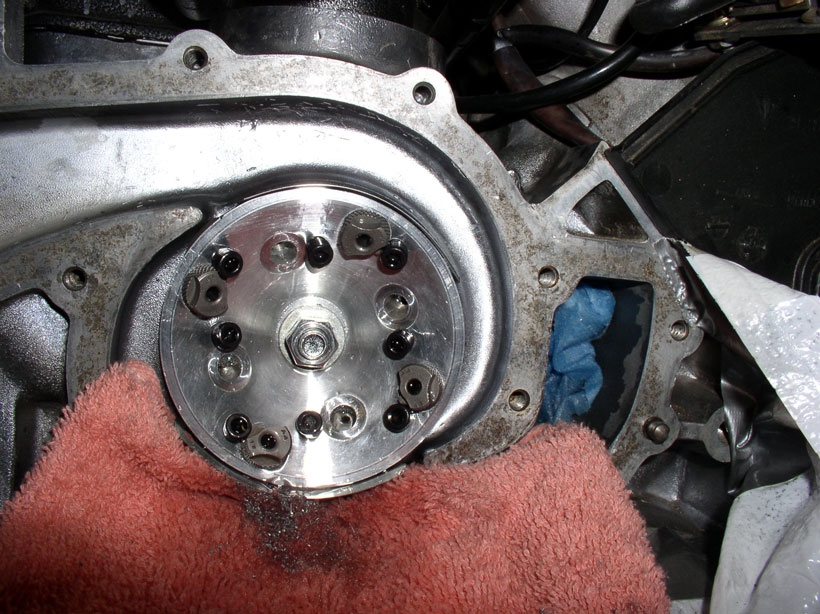
Installed the water pump without gasket....
...and tightened 5-6 bolts to secure the pump to the block. Then turned the TB pulley to check for clearance of the screw heads. Unfortunately, I was hearing and feeling at least one screw head hitting on the impeller blades.
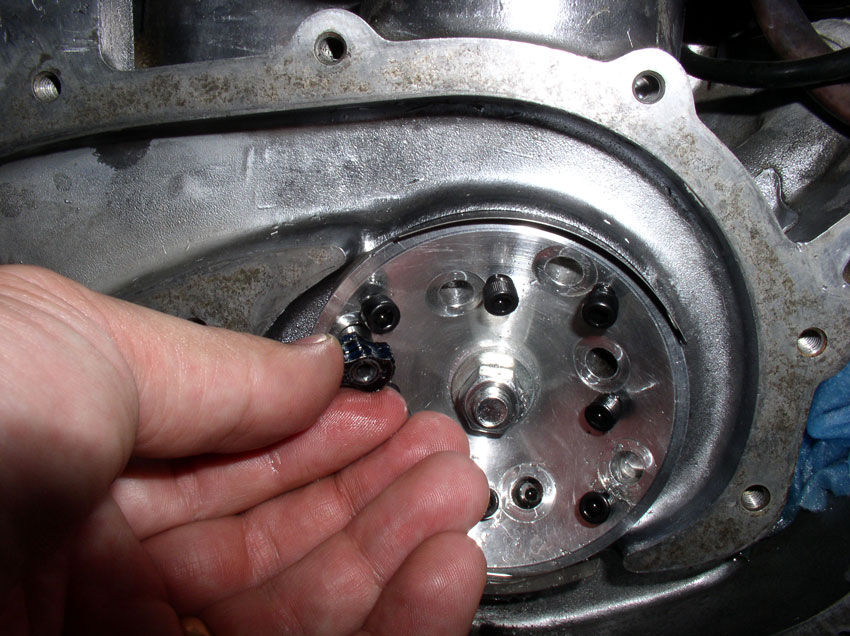
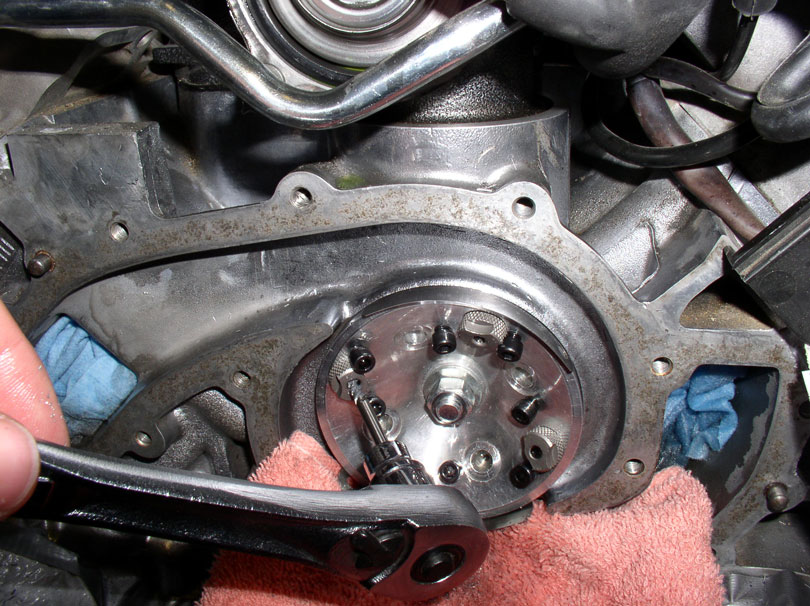
I removed the water pump and ran my fingers across the screw heads again. This screw felt a little high (see green arrow below).
I replaced the screw with another one from the kit that seemed to fit much better. There are small variances in manufacture of the screws and some have thicker head rims than others. By trying different screws and feeling the surface, I found one that fit. The kit also comes with countersink drill bits that you can use to further counter sink the holes in the insert but I was fortunate enough to simply find different screws that fit better than others. I repeated this test and replace screws cycle a few times until I ended up replacing about 3 screws.
After replacing any "high" screws, replace the water pump and secure it to the block as before to test again.
Turn the TB pulley and listen for any scraping sounds. Also try applying upward pressure while turning the pulley to simulate the pressure the TB will apply to the pulley. At this point, I could feel no more scraping from the screw heads.
Continued...
Next, I needed to do another dry fit check with the screws attached to the insert/block. Verify the insert holes line up with the 8 holes you just drilled/tapped then install one screw to hold the insert in place. There are plenty of screws supplied with the kit.
Install all 8 screws into the insert.
Then, run your fingers over the tops of the screws to make sure they are all below the surface of the insert (or at least flush with it). There should be no screws sitting above the surface of the insert.
Since I was done drilling/tapping, I began some clean up. Removed the left coolant port plug/towel.
...and the right one.
Removed the plastic sheeting for deflecting cutting fluid runoff.
Wiped all the surfaces in and around the water pump down.
Used a shop vacuum to pick up any stray filings.
Installed the water pump without gasket....
...and tightened 5-6 bolts to secure the pump to the block. Then turned the TB pulley to check for clearance of the screw heads. Unfortunately, I was hearing and feeling at least one screw head hitting on the impeller blades.
I removed the water pump and ran my fingers across the screw heads again. This screw felt a little high (see green arrow below).
I replaced the screw with another one from the kit that seemed to fit much better. There are small variances in manufacture of the screws and some have thicker head rims than others. By trying different screws and feeling the surface, I found one that fit. The kit also comes with countersink drill bits that you can use to further counter sink the holes in the insert but I was fortunate enough to simply find different screws that fit better than others. I repeated this test and replace screws cycle a few times until I ended up replacing about 3 screws.
After replacing any "high" screws, replace the water pump and secure it to the block as before to test again.
Turn the TB pulley and listen for any scraping sounds. Also try applying upward pressure while turning the pulley to simulate the pressure the TB will apply to the pulley. At this point, I could feel no more scraping from the screw heads.
Continued...
11-29-2009, 07:37 PM
#14
Drifting

Nice work.
Are the plate retaining screws made from stainless steel? Stainless steel is not very suitable for use with aluminum due to galvanic corrosion. A good screw material choice is galvanized steel or aluminum alloy. See chart at this link...
http://www.fastenal.com/web/services...tion=Corrosion
Course, you will never need to remove the screws, so any corrosion might serve to make them unremovable.
Are the plate retaining screws made from stainless steel? Stainless steel is not very suitable for use with aluminum due to galvanic corrosion. A good screw material choice is galvanized steel or aluminum alloy. See chart at this link...
http://www.fastenal.com/web/services...tion=Corrosion
Course, you will never need to remove the screws, so any corrosion might serve to make them unremovable.
11-29-2009, 07:39 PM
#15
Rennlist Member
Thread Starter
Join Date: Sep 2007
Location: Ridgecrest, California
Posts: 1,363
Likes: 0
Received 143 Likes
on
28 Posts
Now, you are ready to apply the JB Weld and install the insert permanently. First, since each screw is matched with each hole, mark one of the screw holes on the insert with a marker as shown. You will want to reinstall the screws in the same holes you remove them from.

Then remove the screws starting at the location you just marked. I moved clockwise from the marking on the insert. Make note of which hole in the block the marking is located.
Line up the screws in the order removed.

Remove all 8 screws in this manner keeping them in order.

Here's the JB Weld I used. The instructions recommend using the longer setting material (not the quick set type).

I cleaned the back of the insert with brake cleaning fluid....
as well as the block surface....

...and wiped down with a clean rag.
Mix equal amounts of steel compound and hardening agent as instructed.

Mix until color is consistent.

I used a popcicle stick to spread the JB Weld onto the back of the insert.
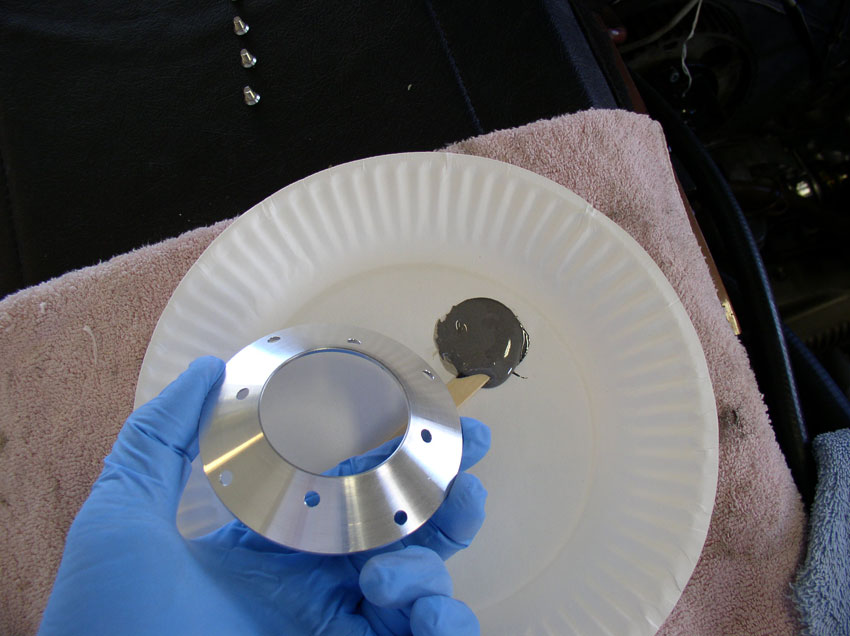
Then spread it evenly with my finger.
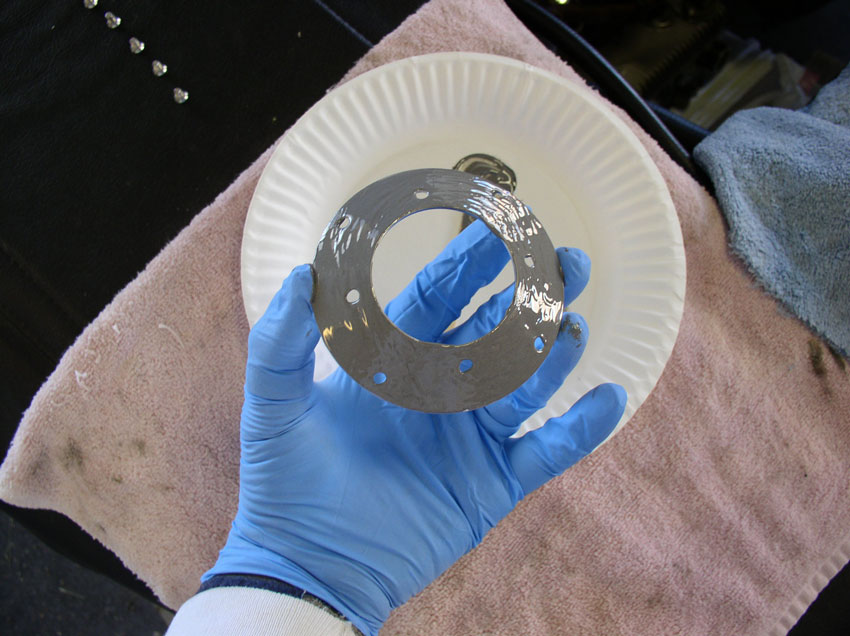
Next, locate the insert to the same position it was located before removing and applying JB Weld (i.e., locate the marking on the insert with the hole you noted it matched to before removing the insert).

Start with the screw that goes with the marked hole on the insert.

Start installing the screws working your way clockwise.

Continued....
Then remove the screws starting at the location you just marked. I moved clockwise from the marking on the insert. Make note of which hole in the block the marking is located.
Line up the screws in the order removed.
Remove all 8 screws in this manner keeping them in order.
Here's the JB Weld I used. The instructions recommend using the longer setting material (not the quick set type).
I cleaned the back of the insert with brake cleaning fluid....
as well as the block surface....
...and wiped down with a clean rag.
Mix equal amounts of steel compound and hardening agent as instructed.
Mix until color is consistent.
I used a popcicle stick to spread the JB Weld onto the back of the insert.
Then spread it evenly with my finger.
Next, locate the insert to the same position it was located before removing and applying JB Weld (i.e., locate the marking on the insert with the hole you noted it matched to before removing the insert).
Start with the screw that goes with the marked hole on the insert.
Start installing the screws working your way clockwise.
Continued....